





























30
ESPAÑOL
La maquina soldadora va equipada con un regulador de temperatura digital tipo 400.
El regulador de temperatura digital esta configurado y ajustado de fabrica. Para ajustar la
temperatura solo se tiene que pulsar la tecla
F
hasta que la indicacion muestre ”_SP“.Ahora
puede cambiarse la temperatura teorica en la gama de 0-300°C / 32-572°F con las teclas de
flecha.
Si no se pulsan mas teclas, la indicacion muestra de nuevo la temperatura efectiva, el regulador
ajusta automaticamente la nueva temperatura seleccionada. Mientras la temperatura efectiva sea
menor que la temperatura teorica ajustada centellea la flecha roja (low). Si la temperatura efectiva
es mayor centellea la flecha roja (high). Si el valor teorico ajustado coincide con el valor efectivo,
luce la barra verde. Si la temperatura de superficie real en el elemento calefactor no coincidiera
con el valor efectivo indicado, puede introducirse un ”Offset“.Para ello mantener pulsada la tecla
F
hasta que aparezca “InP“ en el display (aprox.7seg.); soltar la tecla
F
. Despues pulsar la
tecla
F
tantas veces hasta que aparezca “oFS“. Adaptar este valor correspondientemente.
Para concluir el cambio, pulsar la tecla
F
hasta que aparezca de nuevo el valor efectivo
!Atencion! No deben cambiarse los demas parametros!
Ajuste de fábrica:
Menü „CFG“
„S.tu“ 0
„h.Pb“ 1.0
„h.lt“
0.68
„h.dt“ 0.17
„h.P.H“ 100
„rst“
0
„P.rE“ 0
„SoF“ 0
„Lb.t“ 0
„Lb.P“ 25
„FA.P“ 0
Menü „InP“
„Ctr“
8
„tYP“
16
„FLt“
0.1
„FLd“
0.5
„dP.S.“ 0
„Lo.S“ 0
„HI.S“ 300
„oFS“ xx
„HI.A“ 0
„Lo.L“ 0
„HI.L“ 280
Menü „Out“
„AL.n“ 0
„r.o.1“ 0
„r.o.2“ 0
„Ct.1“ 20
„Ct.2“ 20
„rEL.“ 0
Menü „PAS“
„Prot“ 32
Nota:
Debido a la función Autotuning, en CFG pueden discrepar mínimamente los datos. Si aparecieran
grandes oscilaciones de regulación, puede activarse la función Autotuning con elemento calefactory
frío (En el menú CFG poner el punto “S.tu“ al 2; reposición a 0 es automática).
Para elevar el dispositivo fresador y el elemento calefactor utilizar el dispositivo de elevacion
53410 o 53323 u otro util adecuado.
3.2.2 Medidas a tomar para la preparacion de la soldadura
En tubos que son menores que el diametro max. a soldar de la maquina se deben montar las
piezas reductoras, del diametro de tubo a trabajar con los tornillos hexagonales en los
accesorios.
Compuesta de 6 semicarcasas con superficie tensora ancha y 2 con superficie tensora
estrecha.
Aqui se debe cuidar de que las semicarcasas esten colocadas con la superficie tensora
estrecha en los dos elementos tensores base extremos inferiores. Solo en conexiones tubo -
codo de tubo se colocaran estos arriba y abajo en el elemento tensor basico de la izquierda.
Colocar los tubos de plástico o piezas moldeadas a soldar en el dispositivo tensor (en tubos
<2,5m más largos tienen que usarse caballetes de rodillos) y apretar las tuercas de latón en
las piezas tensoras superiores. Faltas de redondez de los tubos pueden compensarse
apretando o soltando las tuercas de latón.
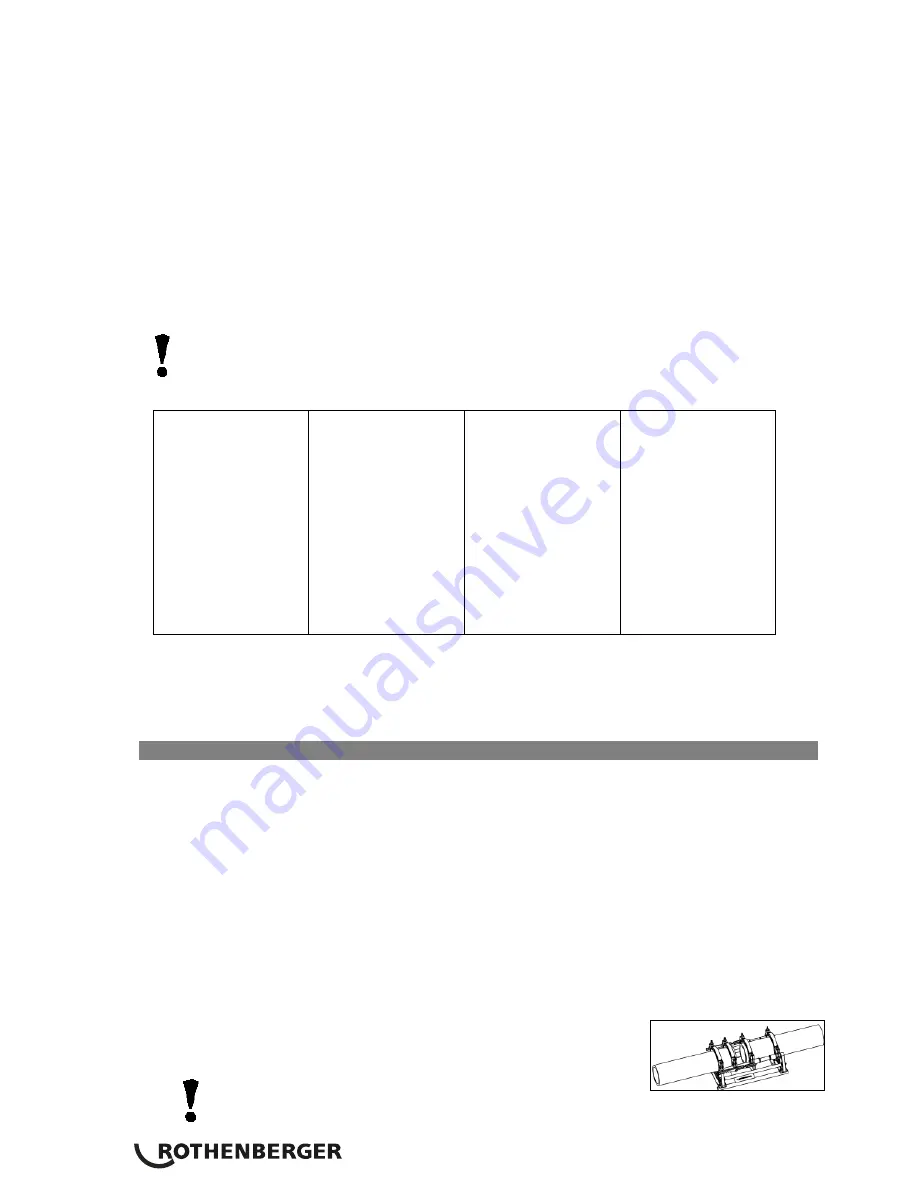
En conexiones tubo - tubo los elementos distanciadores deben
estar encastrados en ambos elementos tensores de la izquierda
(estado de suministro).
Atención: ¡Los elementos distanciadores no se deben
montar desplazados diagonalmente!
Summary of Contents for ROWELD P 800 B
Page 2: ...A Basic Unit B Hydraulik Unit 2 1 3 4 1 2 3 7 4 5 6 ...
Page 49: ...47 Notes ...
Page 50: ...48 Notes ...
Page 51: ...49 Notes ...







































































