





























ESPAÑOL
31
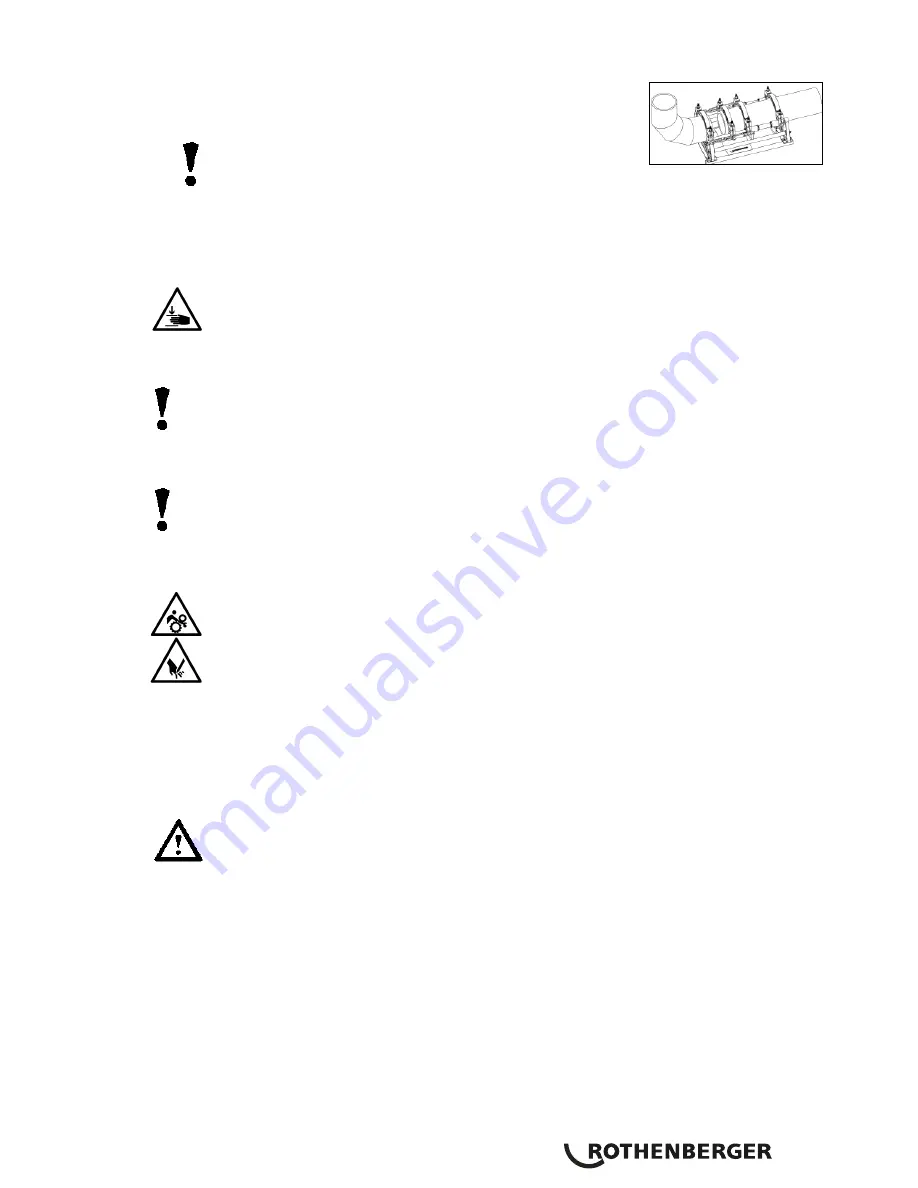
Dos elementos tensores sujetan los tubos.
En conexiones tubo - pieza de empalme los elementos
distanciadores se deberan girar y encastrar en el elemento tensor
del centro.
Atención: ¡Los elementos distanciadores no se deben
montar desplazados diagonalmente!
El tubo se coloca en los tres elementos tensores y el empalme lo sujeta un elemento tensor. El
elemento tensor desplazable se puede mover a lo largo de la barra, segun el espacio que se
necesite para tensar y soldar.
Juntando las piezas, controlar si éstas ajustan bien en la herramienta tensora.
Mantener una distancia de seguridad respecto a la máquina; no apoyarse en la
máquina ni agarrarla. Mantenga a otras personas apartadas de la zona de
trabajo.
Igualmente se debe controlar si el elemento calefactor ha alcanzado su temperatura de
servicio.
OBSERVE!!!
Para garantizar la distribución uniforme del calor por todo el elemento
calefactor, éste se podrá utilizar sólo cuando hayan transcurrido como mínimo 10 minutos
desde que alcanzara la temperatura nominal. Controlar la temperatura con un aparato de
medición y regular posteriormente si es necesario!
Poner la instalación fresadora eléctrica entre las piezas a soldar.
¡Controlar los sentidos de giro! De fábrica salen las máquinas conectadas en giro a la
derecha.
Conectar la instalación fresadora. Las cuchillas deben girar en sentido de corte, de lo
contrario conmutar el inversor de fases del enchufe de red con una herramienta adecuada.
¡Peligro de lesiones! ¡Mantener una distancia de seguridad respecto a la
máquina durante el funcionamiento y no agarrar las cuchillas en rotación.
Activar la fresadora solamente en estado introducido (posic. de trabajo) y a
continuación reponer de nuevo hacia atrás en caja de ajuste prevista para ello. La
funcionalidad del interruptor de seguridad en la instalación fresadora tiene que
estar garantizada en todo momento para evitar un arranque fortuito fuera de la
máquina.
Extraer por completo la válvula de ajuste de presión girándola en sentido opuesto a las agujas
de reloj.
Pulsar la palanca de mando y aumentar lentamente la presión de fresado hasta alcanzar el
valor óptimo (max. 20bar).
Una presión de fresado demasiado alta puede provocar un sobrecalentamiento y
daños en el accionamiento de fresado. En caso de sobrecarga o parada del
accionamiento de la fresa subir la máquina y reducir la presión.
Una vez que la viruta (espesor < = 0,2mm) salga ininterrumpidamente de la fresa, tire de
palanca de control y retirar la máquina.
Desconectar el dispositivo fresador y esperar a que se detengan los discos cepilladores.
Extraer el dispositivo fresador de la maquina basica y depositarlo en el cofre de ajuste.
Replegar los cabezales y evacuar la presión abriendo la válvula de descarga de presión.
Comprobar alineación en plano, axial y paralela de las superficies soldadas.
Si no fuera así, tiene que repetirse el proceso de fresado. El desvío axial entre los extremos de
las piezas no debe (según DVS) ser mayor del 10% del grosor de pared y la hendidura máx.
entre las superficies planas no superior a 0,5mm. Quitar las posibles virutas en el tubo con
una herramienta limpia (p. ej. pincel).
Summary of Contents for ROWELD P 800 B
Page 2: ...A Basic Unit B Hydraulik Unit 2 1 3 4 1 2 3 7 4 5 6 ...
Page 49: ...47 Notes ...
Page 50: ...48 Notes ...
Page 51: ...49 Notes ...







































































