

























Summary of Contents for SG9M
Page 2: ......
Page 12: ...Introduction Safety Installation 9 SG9M Manual ...
Page 14: ...Introduction Safety Installation 1 SG9M Manual ...
Page 15: ...Control Definitions 1 SG9M Manual Chapter 2 Control Definitions SG9M Controls ...
Page 16: ...Control Definitions 1 SG9M Manual ...
Page 35: ...Operating Instructions 1 SG9M Manual ...
Page 39: ...Maintenance 1 SG9M Manual ...
Page 45: ...Troubleshooting 1 SG9M Manual ...
Page 51: ...Machine Parts 6 SG9M Manual WORKHEAD ASSEMBLY ...
Page 54: ...Machine Parts 9 SG9M Manual SPINDLE ASSEMBLY ...
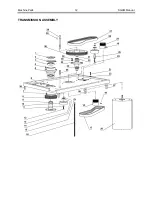
Page 57: ...Machine Parts 12 SG9M Manual TRANSMISSION ASSEMBLY ...
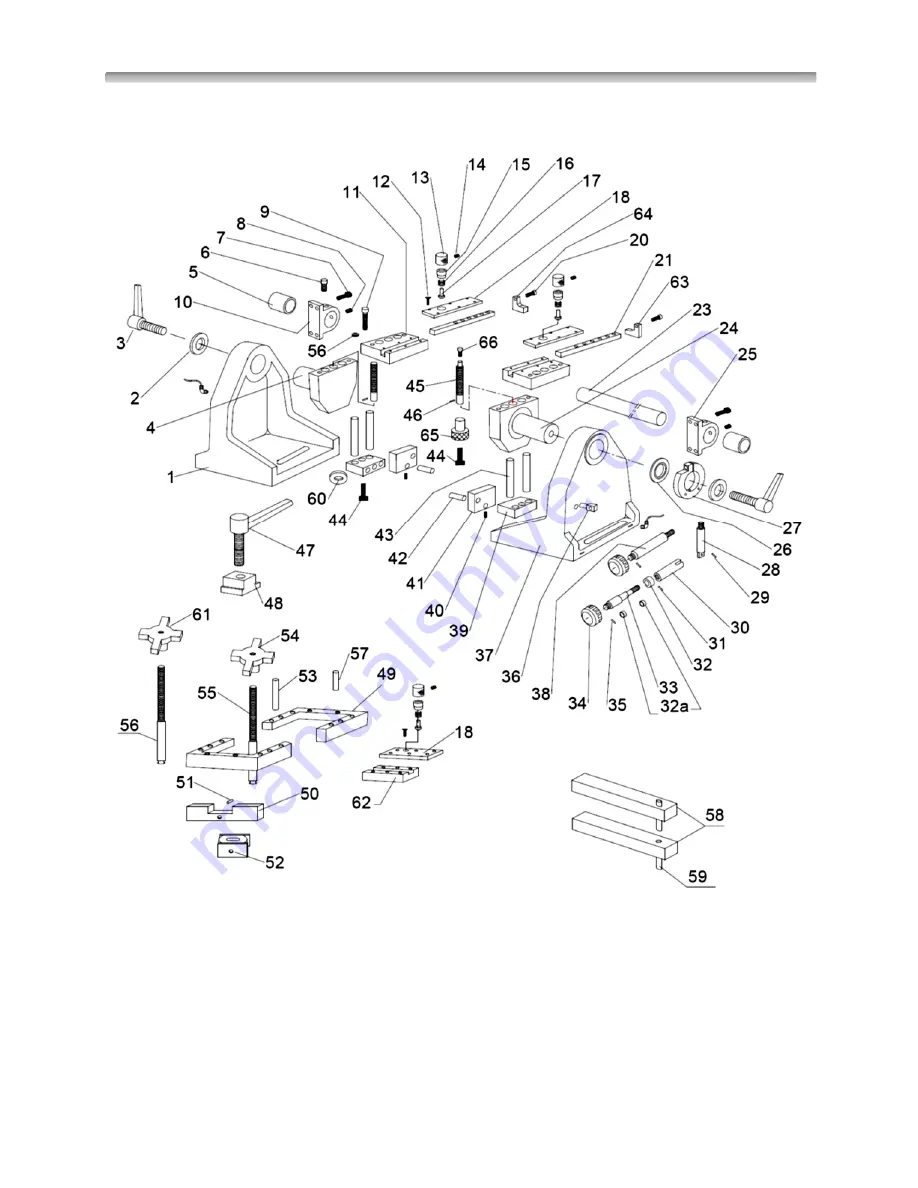
Page 59: ...Machine Parts 14 SG9M Manual HEAD SUPPORT ASSEMBLY ...
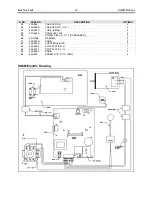
Page 62: ...Machine Parts 17 SG9M Manual SG9M Pneumatic Drawing ...
Page 70: ...Options 1 SG9M Manual Options ...
Page 71: ...Options 2 SG9M Manual ...
























































