
















Machine Parts
24
SG9M Manual
FRACTION
DECIMAL
MM
2 3/4
2.7500
69.8500
2 49/64
2.7656
70.2469
2 25/32
2.7813
70.6438
2 51/64
2.7969
71.0406
2 13/16
2.8125
71.4375
2 53/64
2.8281
71.8344
2 27/32
2.8438
72.2313
2 55/64
2.8594
72.6281
2 7/8
2.8750
73.0250
2 57/64
2.8906
73.4219
2 29/32
2.9063
73.8188
2 59/64
2.9219
74.2156
2 15/16
2.9375
74.6125
2 61/64
2.9531
75.0094
2 31/32
2.9688
75.4063
2 63/64
2.9844
75.8031
3
3.0000
76.2000
Summary of Contents for SG9M
Page 2: ......
Page 12: ...Introduction Safety Installation 9 SG9M Manual ...
Page 14: ...Introduction Safety Installation 1 SG9M Manual ...
Page 15: ...Control Definitions 1 SG9M Manual Chapter 2 Control Definitions SG9M Controls ...
Page 16: ...Control Definitions 1 SG9M Manual ...
Page 35: ...Operating Instructions 1 SG9M Manual ...
Page 39: ...Maintenance 1 SG9M Manual ...
Page 45: ...Troubleshooting 1 SG9M Manual ...
Page 51: ...Machine Parts 6 SG9M Manual WORKHEAD ASSEMBLY ...
Page 54: ...Machine Parts 9 SG9M Manual SPINDLE ASSEMBLY ...
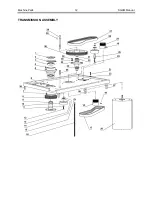
Page 57: ...Machine Parts 12 SG9M Manual TRANSMISSION ASSEMBLY ...
Page 59: ...Machine Parts 14 SG9M Manual HEAD SUPPORT ASSEMBLY ...
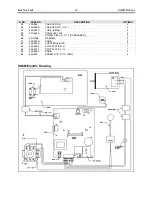
Page 62: ...Machine Parts 17 SG9M Manual SG9M Pneumatic Drawing ...
Page 70: ...Options 1 SG9M Manual Options ...
Page 71: ...Options 2 SG9M Manual ...



































































