





























ROYAL ENFIELD WORKSHOP MANUAL
PAGE 70
6. Hub Bearings
These are deep-groove single-row journal ball
bearings,
5
/
8
in. i/d by 1.
9
/
16
in. o/d by
7
/
16
in.
wide. The Skefko Part No. is RLS5. Equivalent
bearings of other makes are Hoffmann LS7,
Ransome and Marles LJ
5
/
8
in., Fischer LS7.
7. Fitting Limits for Bearings
The fit of the bearings in the hub barrel is
important. The bearings are locked on the spindle
between shoulders and the distance pieces, which
in turn are held up by the nuts on the spindle. In
order to prevent endways preloading of the
bearings it is essential that there is a small
clearance between the inner edge of the outer race
of the bearing and the back of the recess in either
end of the barrel. To prevent any possibility of
sideways movement of the hub barrel on the
bearings it is, therefore, necessary for the bearings
to be a tight fit in the barrel, but this fit must not
be so tight as to close down the outer race of the
bearing, and thus overload the balls. The
following are the manufacturing tolerances which
control the fit of the bearings. The figures for the
bearings themselves are for SKF. bearings, but
other manufacturers' tolerances are similar.
Bearing o/d, 1.5622/1.5617 in.
Housing bore, 1.5620/1.5616 in.
Bearing bore, .6252/.6247 in.
Shaft diameter, .6252/.6248 in.
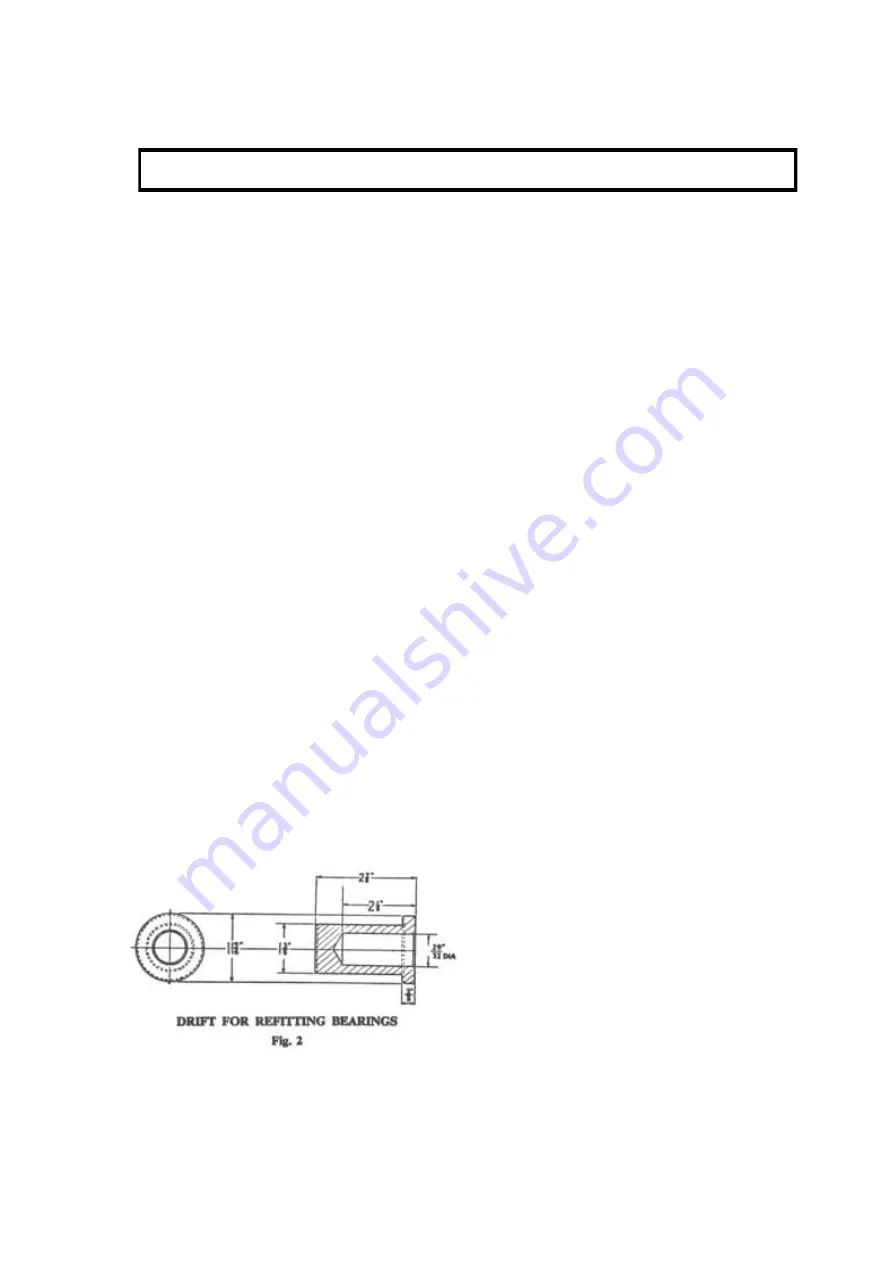
8. Refitting Ball Bearings
To refit the bearings in the hub, two hollow
drifts are required, as shown in Fig. 2. One bearing
is first fitted to one end of the spindle by means of
the hollow drift ; the spindle and bearing are then
entered into one end of the hub barrel, which is
then supported on one of the hollow drifts. The
other bearing is then threaded over the upper end
of the spindle and driven home by means of the
second hollow drift either under a press, or by
means of a hammer, which will thus drive both
bearings into position simultaneously.
In order to make quite sure that there is clearance
between the inner faces of the outer bearing races
and the bottom of the recesses, fit the distance
washers, cover plate, dust excluder and the nuts
on the spindle. Tightening the nuts should not
have any effect on the ease with which the spindle
can be turned. If tightening the nuts makes the
spindle hard to turn this may be taken as proof
that the bearings are bottoming in the recesses in
the hub barrel before they are solid against the
shoulders on the spindle. In this case, the bearing
should be removed and a thin packing shim fitted
between the inner race and the shoulder on the
spindle.
9. Re-assembly of Brake Shoes and Operating
Cam into Cover Plate
No difficulty should be experienced in carrying
out these operations. Put a smear of grease on the
pivot pin and on the operating face of the cam ;
also on to the cylindrical bearing surface of the
operating cam. Fit the operating lever on its
splines in a position to suit the extent of wear on
the linings and secure with the nut and washer.
Note that the position of the operating lever may
have to be corrected when adjusting the brake
after refitting the wheel. The range of adjustment
can be extended by moving this lever on to a
different spline. Limit of wear is reached when the
cam is turned through nearly 90° with the brake
hard on, so that there is a danger that the
operating springs cannot return the brake to the
off position.
10. Final Assembly of Hub before Replacing
Wheel
Before replacing the felt washers which form
the grease seals, pack all bearings with grease.
Recommended greases are Castrolease LM,
Mobilgrease MP, Esso Multipurpose Grease H,
Energrease L2, Shell Retinax A, or Marfak
Multipurpose 2. The use of H.M.P. greases which
have a soda soap base is not recommended, as
these tend to be slightly corrosive if any damp
finds its way into the hubs.
Make sure that the inside of the brake drum is
quite free from oil or grease, damp, etc. Replace
the felt washers, distance collars, dust excluder and
brake cover plate and securely tighten the spindle
nuts.
11. Wheel Rim
The wheel rim is WM2-17 in. plunged and
pierced with forty holes for spoke nipples. The
spoke holes are symmetrical, i.e., the rim can be
assembled to the hub either way round. The rim
diameter after building is 17.062 in., the tolerance
K4
www.hitchcocksmotorcycles.com
Summary of Contents for 250 CLIPPER
Page 40: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 40 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Page 46: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 46 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Page 52: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 52 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Page 62: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 62 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Page 72: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 72 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Page 76: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 76 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...
Page 88: ...ROYAL ENFIELD WORKSHOP MANUAL PAGE 88 w w w h i t c h c o c k s m o t o r c y c l e s c o m ...







































































