






















36
COMPILER TECO/ATI
ENDORSED
DATE
29.02.2004
REG. CODE
1-5302-633
MODEL N°
51074
DATE OF ISSUE
02-04
REVISION
00
XIII
TOP
68
69
71
70
0,7 ÷ 0,8 mm
2,2 ÷ 2,7 mm
0,00 ÷ 0,10
0,10 ÷ 0,20
0,20 ÷ 0,30
0,30 ÷ 0,40
0,8
0,9
1,0
1,1
ENGINE ASSEMBLY
Head
Before fixing the head to the cylinder, fit the injector into its housing
and, after having temporarily fixed it, check that the distance the
nozzle projects from the surface of the head by (fig. 72):
Cylinder
Insert the cylinder into the engine casing after having inserted the
0.3 mm thick seal.
before mounting, turn the rings through 120°, one in relation to the
other, with the first compression ring pointing with its ends on a
level with the pin axis.
There is a chamfer to allow ring insertion on the lower side of the
cylinder. The operation is simplified by using a normal ring
mounting tool code
00365R0770
as indicated in fig. 70.
Move the piston to TDC (top dead center) and check that the mark
stamped on the flywheel corresponds to the reference pointer of the
tool code
00366R0240
(fig. 75).
To obtain the correct clearance, use a head seal of adequate
thickness:
1. check the piston projection as shown in fig. 71
2. Choose the seal as indicated in the following table
NOTE: The distance between piston crown and the corresponding
head surface must be:
regulate by placing copper washers between the injector and the
bearing surface on the head.
Consult page 19 and 20 for the relative inspections and overhauls.
Piston
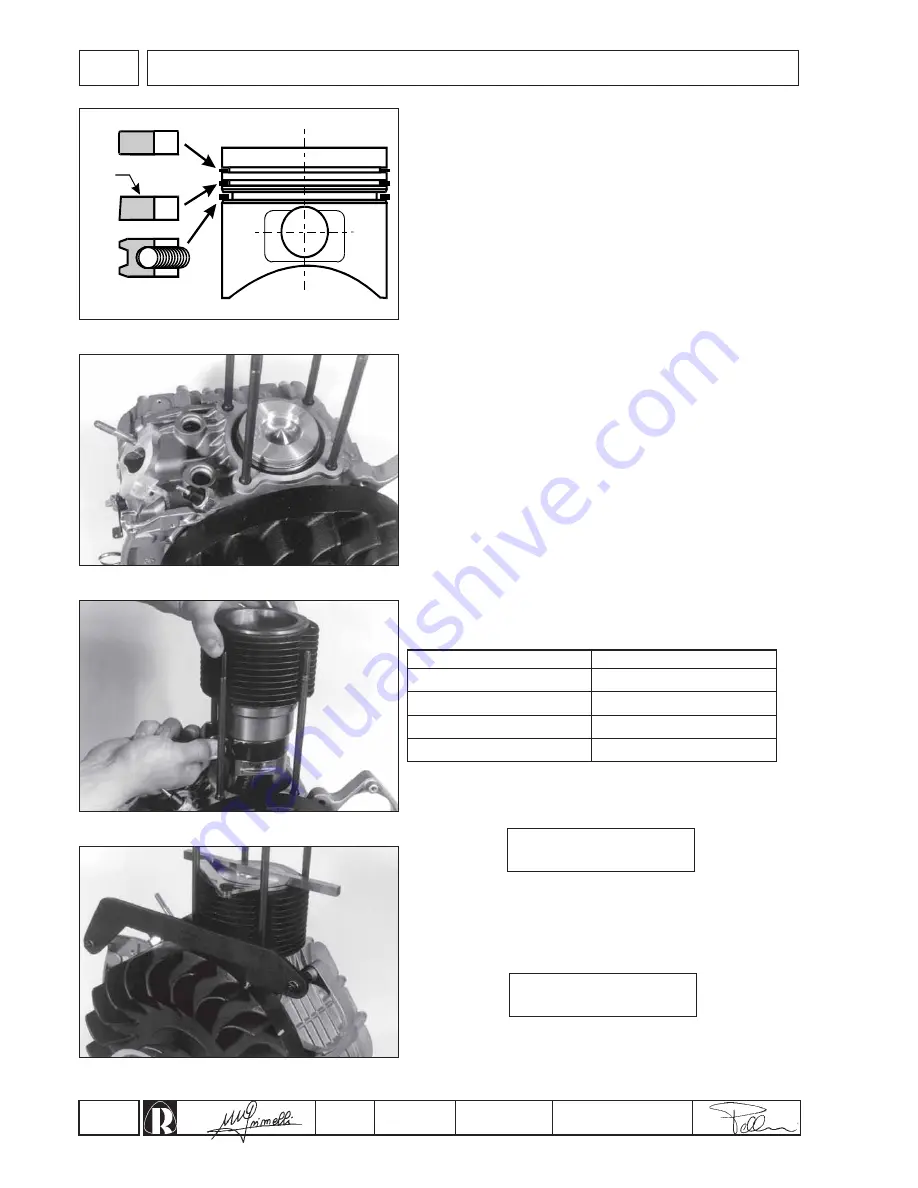
Mount the rings on the piston (fig. 68) in the following order:
1. chromium plated compression retention ring (stamped
trademark pointing upwards)
2. tapering retention ring (stamped word TOP pointing upwards)
3. oil scraper ring (stamped trademark pointing upwards)
Position the piston so that the central axis of the combustion
chamber is aligned with the injector (fig. 69). Connect the piston to
the connecting rod, slightly pressing with the hand on the pin.
Piston projection (mm)
Seal thickness (mm)







































































