






















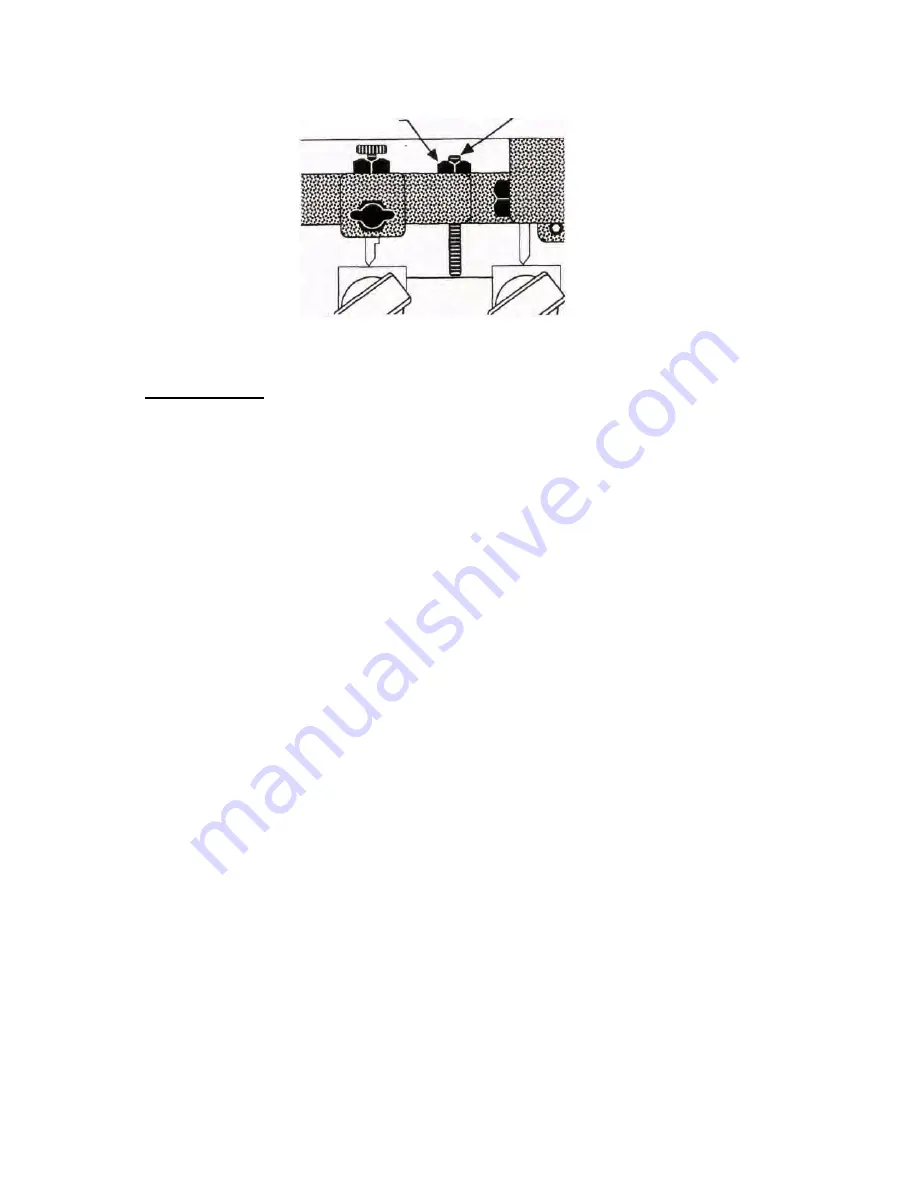
Figure 20
17.
MAINTENANCE
Your machine is time proven with good design engineering and modern manufacturing practices.
You can service virtually anything on your machine yourself. There are no special tools, fixtures or
alignment jigs required to install the parts used in this key machine. Because Rytan manufactures the
machines in-house you are assured a supply of new replacement parts and updates for as long as
YOU want us to make the machines.
Keep your machine clean and lubricated and it will remain a productive asset to your business for a very long
time.
Lubrication
You do not need to lubricate the motor or the cutter shaft bearings - these ball bearing assemblies are
sealed and lubricated for their lifetime.
Lubricate your machine as often as you like. Use number 30 non-detergent motor oil. Apply oil with
a brush to all the black oxide process steel surfaces. After applying the oil let it stand overnight and
wipe the oiled parts dry the next day with a clean rag or soft paper towel.
WARNING:
Do not turn
the machipe over and set it on the Power Switch.
Lubricate the vise jaw plungers inside the carriage—remove the key clamp knobs and top vise jaws.
Squirt some number 30 motor oil in the large hole and reassemble.
DO NOT LUBRICATE
YOUR MACHINE WITH
LPS-1 or WD-40
in place of number 30 motor
oil. You may use LPS-1 or WD-40 as a rust preventative in addition to the number 30 motor oil. If
you only use LPS-1 or WD-40 as your machine's lubricant you will eventually damage the machine.
These "lubricants" act more like solvents than lubricants—they work partially as a solvent that
extracts already existing oils from bearings and other parts and redistributes the existing oil along the
surfaces that need oil. Eventually you will exhaust all oil reserves in the machine's parts and the
machine will be operating as a dry machine.
DO NOT
allow any oil or grease to get on the machine's drive belt or pulleys. When handling these
parts be sure your hands are clean and free of any lubricants.
17
SLOTTED SCREW STUD.
CARRIAGE OVERTRAVEL-
DEPTH ADJ.
7/16' HEX JAM NUT






























































