
























Loosen the two 1/4-20 screws securing the stylus holder in place using your 3/16 Allen Hex Wrench---retighten
the two screws with LIGHT pressure. You want jut enough retightening pressure on the two screws to keep
the stylus holder in place so you cant move it with your hand--but you can move it with gentle to moderate
tapping with your small plastic mallet.
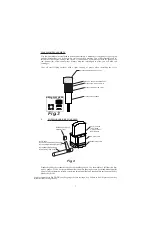
Turn the cutter BACKWARDS with your hand and observe which way you must move the stylus holder. Use
your small plastic mallet to nudge the stylus holder in the direction you want it to go. It is a good idea to
verify the cutter position in the V cut in the key after every tap of the small plastic mallet. Verify your
results by turning the cutter Backwards with your hand. Also, verify that the stylus is properly seated in the
V cut in the left-hand key. Adjust the position of the carriage using the machines stick-shift lever as
required to keep the stylus seated in the V cut in the key.
Continue with this procedure until you are satisfied witht he position of the stylus holder. Once you are satisfied
you may wish to turn ON your key machine and observe the spinning cutter wheel in the V cut in the key.
This test must only be done AFTER you have turned the cutter Backwards by hand and verify that no cutter
teeth will contact either side of the V cut in the key. With the machine running you may want to slightly
nudge the stylus holder a little more before retightening the stylus holder.
Switch off the key machine. Tighten the two screws using the 3/16 Allen Hex Wrench.
IMPORTANT--Verify that your depth adjustment is correct and readjust if necessary. Refer back to Depth
Adjustment if necessary.
Spacing Adjustment is now complete.
IMPORTANT
Verify that your depth adjustment is correct and readjust if necessary.
16.
KEY GAUGE ADJUSTMENT
Stack two identical key blanks one on top of the other and clamp in the right-hand vise jaw. Be sure
to BOTTOM SHOULDER GAUGE them. DO NOT use the machines flip-up full-function key
gauges.
There should be NO key blank in the left vise jaw for this part of the procedure.
Switch ON the key machine and carefully release the carriage and position it so the cutter wheel will
make a cut in about the middle of the blade of the key blanks. Hold the machines stick-shift lever
steady and carefully make a straight V cut into the two-piece key blank stack - go all the way to
the carriages built-in over-travel stop and move the machines stick-shift lever to the LEFT making
a wide cut slightly more than ¼ wide.
Pull the carriage back and
SWITCH OFF
the key machine.
Remove the two key blanks from the right-hand vise jaw.
Reinstall one key blank in the Right vise jaw- use BOTTOM SHOULDER GAUGING. DO NOT
use the machines flip-up full-function key gauges.
Install the other key blank in the Left vise jaw - use BOTTOM SHOULDER GAUGING. DO NOT
use the machines flip-up full function key gauges.
NOW flip up the machines full-function key gauges and place them in the wide grooves cut in the keys.
Adjust the key gauges as necessary by loosening the key gauges fastening screws - retighten the screws when
you are finished.
The key gauges now match the spacing of the vise jaws.
You
MUST
verify and readjust, if necessary, the machines spacing and adjustment.
15






















































