




























5 - 1
START-UP
5
176.12
.A03
Revision 01 Date 14.11.2001
5
START-UP
5.1
GENERAL
The machine must be started up by qualified personnel trained in both the mechanical and electrical fields.
E0004P
WARNING!
The operations described here can only be performed by the manufacturer’s qualified personnel who are in charge
of starting up the machine for the first time as indicated in Chapter 1 - GENERAL INFORMATION.
If these operations are carried out by unauthorised persons this could create hazardous situations and cause
serious injury to personnel or damage to the machine.
The customer’s operators and maintenance staff should be present when the machine is put into service (as this is
a good way to become familiar with how the machine works), when adjustments are made to the auxiliary equipment,
accessories, guards and safety devices and when test runs are carried out to make sure the adjustments have been
made correctly.
5.2
PRELIMINARY CHECKS
CONDITIONS
- Make sure the machine is connected to the mains electricity and air supplies.
PROCEDURE
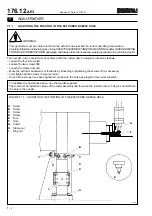
- Set the extruder nozzle outlet at the correct position and move the extruder nozzle to the correct height as described
in the paragraphs ADJUSTING THE POSITION OF THE EXTRUDER NOZZLE HOLE and EXTRUDER NOZZLE
HEIGHT ADJUSTMENT in Chapter 7 - ADJUSTMENTS.
- Check that the pressure in the mains air supply is as required (see paragraph 2.3 - SPECIFICATIONS).
- Check the safety devices.
5.3
CHECKING OPERATION
- Use the handwheel to run the machine in order to check that the drums rotate freely.
Summary of Contents for PMV 224
Page 2: ...TABLE OF CONTENTS 176 12 A03 0 2 Revision 01 Date 14 11 2001 ...
Page 4: ...TABLE OF CONTENTS 176 12 A03 0 4 Revision 01 Date 14 11 2001 ...
Page 34: ...2 22 176 12 A03 Revision 01 Date 14 11 2001 2 MAIN FEATURES ...
Page 42: ...3 8 176 12 A03 Revision 01 Date 14 11 2001 SAFETY EQUIPMENT AND PRECAUTIONS 3 ...
Page 64: ...5 4 5 START UP 176 12 A03 Revision 01 Date 14 11 2001 ...
Page 70: ...6 6 176 12 A03 Revision 01 Date 14 11 2001 6 OPERATING INSTRUCTIONS ...
Page 126: ...8 30 176 12 A03 Revision 01 Date 14 11 2001 8 MAINTENANCE ...
Page 128: ...9 2 176 12 A03 Revision 01 Date 14 11 2001 9 DECOMMISSIONING ...







































































