




























4 RO
ÎNTREŢINEREA
RO
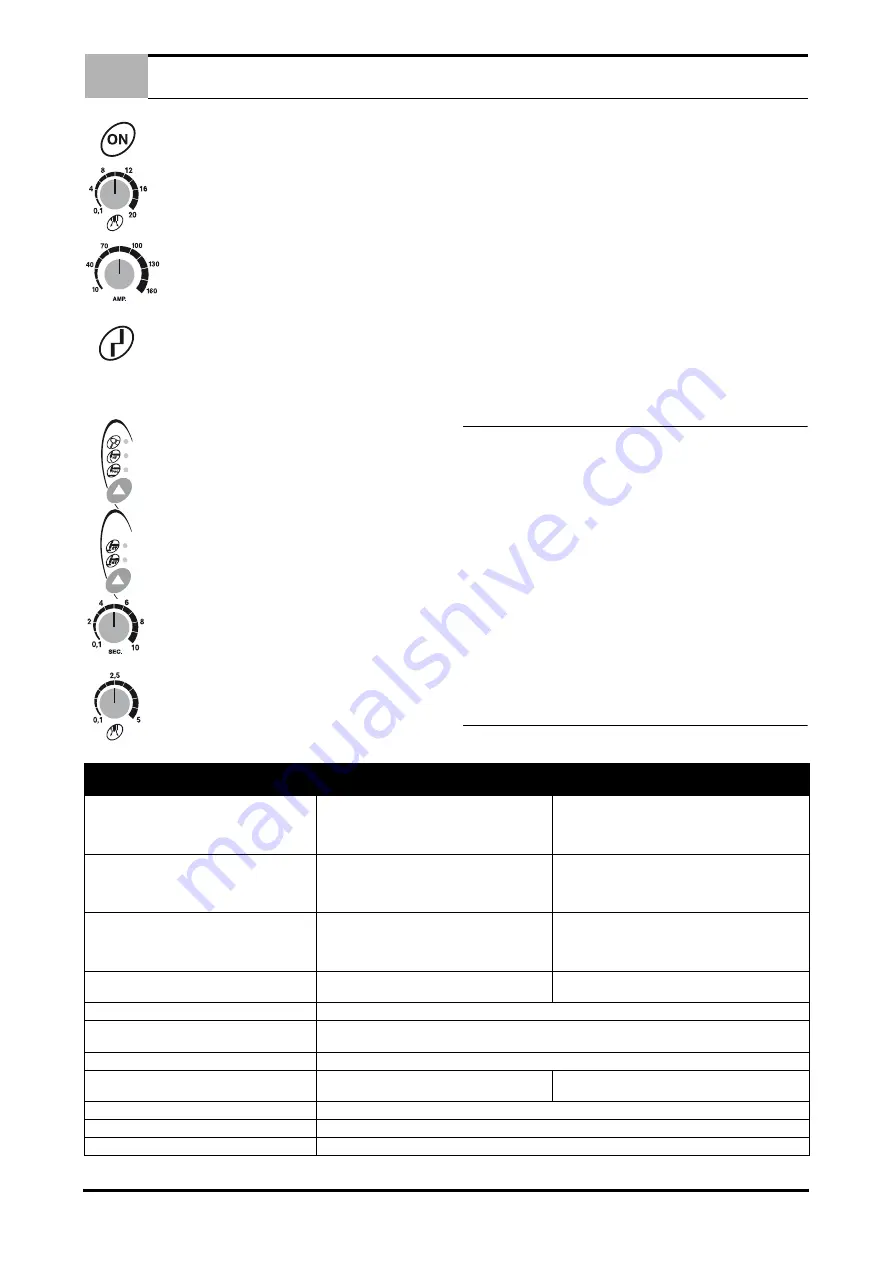
1.1 - LEDUL DE PORNIRE ILUMINAT
(Verde)
(Ref.1.1 - Figura 1 Pag. 3.). : acest led se aprinde
atunci când funcţionarea dispozitivului este pornită.
2 - REGLAREA POST-GAZ
Reglarea (Ref.2 - Fi-
gura 1 Pag. 3.) intervalului de întârziere a gazului
de stingere cu şurubelniţa în ceea ce priveşte stin-
gerea arcului de sudură. Timp de reglare cuprins
între 2 şi 20 secunde.
3 - SELECTORUL PENTRU REGLAREA IN-
TENSITĂŢII CURENTULUI
Utilizaţi butonul de
comandă (Ref.3 - Figura 1 Pag. 3.) pentru a regla
curentul de sudare.
4 - LUMINA DE AVERTIZARE PENTRU SU-
PRAÎNCĂLZIRE LED
-ul de culoare galbenă
(Ref.4 - Figura 1 Pag. 3.) de pe panoul frontal in-
dică supraîncălzirea cauzată de un raport ciclic
excesiv. Întrerupeţi operaţia de sudură; lăsaţi sur-
sa de putere pornită până când lampa se stinge,
semnalizând astfel faptul că temperatura a revenit
la normal.
5 - SELECTORUL MODULUI DE SUDARE
Cu aju-
torul întrerupătorului, selectaţi (Ref.5 - Figura 1 Pag.
3.) modul de sudare dorit.
5.1 - SELECTORUL DE MOD GTAW
Cu ajutorul
întrerupătorului, selectaţi (Ref.5.1 - Figura 1 Pag. 3.)
modul de GTAW dorit.
6 - REGLAREA RAMPEI DESCRESCĂTOARE
Reglarea (Ref.6 - Figura 1 Pag. 3.) duratei rampei
descrescătoare poate fi setată în mod continuu de la
0,2 la 10 secunde şi este activată după eliberarea
butonului becului de sudare.
7 - REGLAREA PRE-GAZ
Reglarea (Ref.7 - Figura
1 Pag. 3.) a intervalului de întârziere a amorsării ar-
cului cu şurubelniţa în ceea ce priveşte gazul care
trebuie să sosească la becul de sudare pentru a
proteja baia de sudare. Timp de reglare cuprins înt-
re 0,1 şi 1 secundă.
9 - FITING PENTRU EVACUAREA GAZULUI
Conectaţi conduc-
ta de gaz care duce la (Ref.9 - Figura 1 Pag. 3.) becul de sudare
cu electrod de acest fiting şi strângeţi complet.
10 - PRIZA CU BUTON A BECULUI DE SUDARE
(Ref.10 - Figu-
ra 1 Pag. 3.).
12. Introduceţi furtunul de gaz comprimat în acest fiting
(Ref.12 - Figura 1 Pag. 3.) şi fixaţi-l cu ajutorul unui colier pentru
furtun.
Asiguraţi-vă că aceste conexiuni sunt bine strânse, pentru a
evita pierderea de energie şi supraîncălzirea.
REŢINEŢI:
sursa de putere este echipată cu un dispozitiv anti-li-
pire care întrerupe alimentarea cu curent electric în cazul în care
are loc o scurtcircuitare a puterii de ieşire sau dacă electrodul se
lipeşte, permiţând desprinderea facilă a acestuia de pe piesa de
prelucrat. Acest dispozitiv porneşte atunci când este furnizată pu-
terea către generator, chiar şi în timpul perioadei iniţiale de verifi-
care; prin urmare, orice admisie de sarcină sau scurtcircuit care
are loc în timpul acestei faze este trata/ă ca fiind o defecţiune şi
va determina decuplarea puterii de ieşire.
4.0
ÎNTREŢINEREA
IMPORTANT: DECONECTAŢI FIŞA DE REŢEA ŞI AŞTEPTAŢI
CEL PUŢIN 5 MINUTE ÎNAINTE DE A EFECTUA VREO OPERAŢIE
DE ÎNTREŢINERE. ÎNTREŢINEREA TREBUIE SĂ FIE EFECTUA-
TĂ MAI FRECVENT ÎN CONDIŢII DE OPERARE DIFICILE.
Efectuaţi următoarele operaţii la fiecare trei (3) luni:
a. Înlocuiţi etichetele ilizibile.
b. Curăţaţi şi strângeţi bornele de sudură.
c. Reparaţi sau înlocuiţi cablurile de sudură deteriorate.
d. Dacă este deteriorat cablul de alimentare, solicitaţi person-
alului specializat să îl înlocuiască.
Efectuaţi următoarele operaţii la fiecare şase (6) luni:
a. Îndepărtaţi praful din interiorul generatorului cu ajutorul
unei duze cu aer uscat.
Efectuaţi această operaţie mai frecvent în momentul lucrului în lo-
curi pline de praf.
5.0
TIPURI DE DEFECŢIUNI / DEFECTE DE SU-
DURĂ – CAUZE – REMEDIERI
TIPURI DE DEFECŢIUNI
DEFECTE DE SUDURĂ
CAUZE POSIBILE
COMENZI ŞI REMEDIERI
Generatorul nu sudează.
A) Întrerupătorul principal este decuplat.
B) Cablul de alimentare este întrerupt (lipsa une-
ia sau a două faze).
C) Altă cauză.
A) Cuplaţi reţeaua de alimentare cu electricitate.
B) Verificaţi şi reparaţi.
C) Solicitaţi intervenţia Centrului de asistenţă.
În timpul operaţiei de sudură, curentul de ple-
care este brusc întrerupt, ledul de culoare verde
este stins, iar ledul galben se aprinde.
A avut loc o supraîncălzire, iar funcţia de pro-
tecţie automată a fost activată. (Consultaţi
ciclurile de lucru).
Menţineţi cuplarea generatorului la sursa de alimen-
tare şi aşteptaţi până când temperatura scade din nou
(10-15 minute), până în punctul în care întrerupătorul
galben se stinge din nou.
Putere de sudură redusă.
Cablurile de ieşire nu sunt cuplate în mod core-
spunzător.
Faza A lipseşte.
Asiguraţi-vă că sunt intacte cablurile, că sunt sufi-
cienţi cleşti, precum şi că aceştia sunt aplicaţi pe o su-
prafaţă de sudură curăţată de rugină, vopsea sau
uleiuri.
Jeturi excesive.
Arc de sudură prea lung.
Curent de sudare cu intensitatea prea ridicată.
Polaritatea necorespunzătoare a becului de sudare,
coborâţi valorile curentului.
Cratere.
Îndepărtarea rapidă a electrozilor.
Incluziuni.
Curăţarea necorespunzătoare şi distribuirea eronată a stratului de acoperire.
Deplasarea necorespunzătoare a electrozilor.
Penetrarea neadecvată.
Viteza de înaintare prea ridicată. Curent de sudare cu intensitate prea scăzută.
Lipirea.
Arc de sudură prea scurt.
Curent cu intensitatea prea scăzută.
Creşteţi valorile curentului.
Ardere şi porozitate.
Electrozi umezi. Arc prea lung. Polaritate necorespunzătoare a becului de sudare.
Degrosaje.
Curenţi cu intensitatea prea ridicată. Materiale murdare.
Electrodul se topeşte în TIG.
Polaritate necorespunzătoare a becului de sudare. Tip de gaz necorespunzător.
Summary of Contents for PRESTOTIG 160 PFC
Page 2: ......







































































