A
- 8
PRESTOTIG
200
AC
/
DC
A - INFORMATIONS GENERALES
A - GENERAL INFORMATION
Le PRESTOTIG 200 AC/DC est un générateur délivrant du courant alternatif (AC),
pour le soudage des alliages légers et du courant continu (DC) pour le soudage des
aciers et des aciers inoxydables.
The PRESTOTIG 200 AC/DC is a power-source supplying alternating current (AC) for
welding light alloys, and direct current (DC) for welding steels and stainless steels.
Il est équipé d’une source à technologie ONDULEUR ayant pour principaux
avantages :
It is equipped with an DC-AC INVERTER technology power-source whose main
advantages are:
☞
l’optimisation des paramètres pour le soudage des alliages légers,
☞
optimization of parameters for welding light alloys,
☞
une faible consommation d’énergie,
☞
low energy consumption,
☞
un faible poids (24 kg pour 200 Ampères),
☞
light weight (24 kg for 200 Amperes),
☞
un faible encombrement.
☞
reduced space requirements.
Il est particulièrement approprié pour le soudage TIG manuel et le soudage à
l’électrode enrobée.
It is especially appropriate for manual TIG welding and coated electrode welding.
Le PRESTOTIG 200 AC/DC est destiné aux travaux en chantier et atelier, tant en
montage qu’en maintenance dans tous les segments d’activité aluminium.
The PRESTOTIG 200 AC/DC is designed for worksite and workshop operations, both
in assembly and in maintenance, in all areas of aluminum activity.
La carrosserie est revêtue d’une peinture poudre extrêmement résistante aux
agressions extérieures. Une protection tubulaire accroît sa stabilité et facilite son
transport aussi bien en atelier que sur site.
The body is coated with a powder paint which is extremely resistant to external
corrosion. A tubular protection increases its stability and facilitates its transport, both
in the workshop and on site.
Cet appareil est conforme à la norme de soudage EN 60974-1 / IEC 974-1.
This equipment complies with the welding standard EN 60974-1 / IEC 974-1.
Principe de fonctionnement
Operating principle
La tension d’alimentation du réseau est redressée, filtrée et hachée au moyen
d'interrupteurs transistorisés rapides à une fréquence de 80 kHz.
The mains power-supply voltage is rectified, filtered and chopped, using fast
transistorized switches with an 80 kHz frequency.
La tension de travail nécessaire au soudage est produite par le transformateur
principal, elle est redressée et convertie par l’onduleur aux bornes de sortie du
générateur. Un régulateur électronique transistorisé adapte la caractéristique de la
source de courant au procédé de soudage présélectionné.
The working voltage necessary for welding is produced by the main transformer; it is
rectified and converted by the DC-AC inverter at the power-source output terminals. A
transistorized electronic regulator adapts the characteristic of the current source to the
pre-selected welding process.
Les interventions électriques, les échanges de fusibles et le montage ou le remontage
de la prise de courant ne doivent être effectués que par un électricien spécialiste.
Electric servicing operations, changing fuses and assembly or reassembly of the
power socket must only be carried out by a specialist electrician.
L'installation est livrée par sous-ensembles définis suivant la composition de versions
(voir composition des sous-ensembles). Avant tout branchement électrique, il faut
préalablement assembler entre eux ces sous-ensembles.
The welding-set is delivered in subassemblies determined according to the
constituent items of the various versions (see constituent items of subassemblies).
Before any electrical connection, one must first fit these subassemblies together
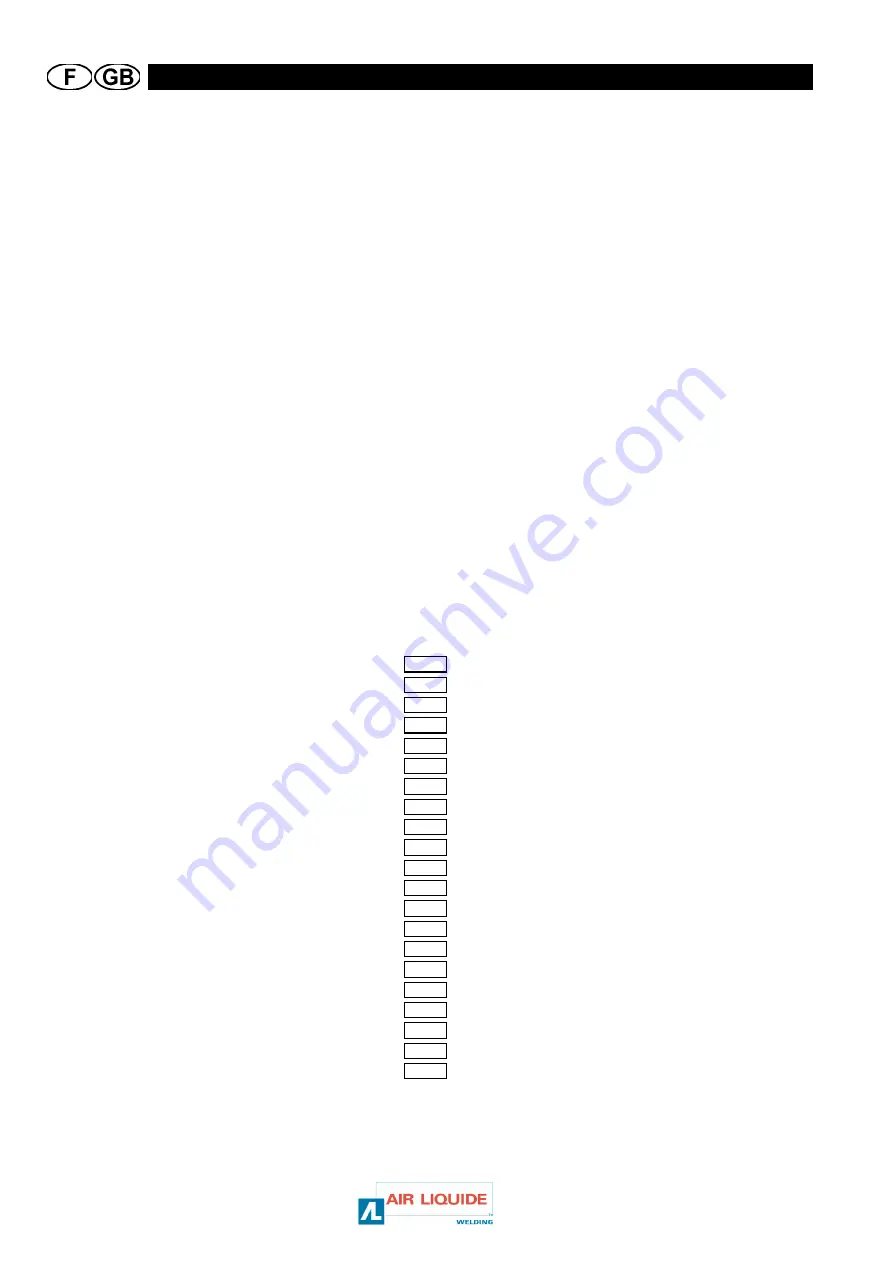
1. DESCRIPTION FACE AVANT
1. FRONT PANEL DESCRIPTION
(
voir dépliant FIGURE 1 à la fin de la notice)
(
see fold-out FIGURE 1 at the end of the manual)
Commutateur Marche / Arrêt
1
On/Off selector-switch
Voyant vert de mise sous tension
2
On/Off green indicator lamp
Voyant de sécurité thermique
3
Thermal safety indicator lamp
Voyant de présence commande à distance pulsé
4
Pulsed remote-control presence indicator lamp
Affichage digital de l'intensité
5 a
Current digital display
Affichage digital de la tension
5 b
Voltage digital display
Voyant de mémorisation des affichages
6
Display memorization indicator lamp
Voyant de courant de pré-soudage
7
Pre-welding current indicator lamp
Voyant de courant de soudage
8
Welding current indicator lamp
Réglage du courant de soudage
9
Welding current adjustment
Sélection des cycles d’amorçage et de gâchette
10
Striking cycles and trigger selection
Sélection du type de courant
11
Selection of type of current
Réglage de la balance
12
Adjustment of balance
Réglage du calibre de l’électrode
13
Adjustment of electrode size
Bouton d’initialisation de calibrage
14
Calibration initialization button
Raccordement de la commande à distance
15
Remote-control connection
Raccordement de la torche de soudage
16
Welding torch connection
Raccordement de la gâchette de torche
17
Torch trigger connection
Raccordement du câble de masse
18
Earthing conductor connection
Raccordement tension du groupe de refroidissement
19
Cooling unit voltage connection
Raccordement commande groupe de refroidissement
20
Cooling unit control connection