PRESTOTIG
200
AC
/
DC
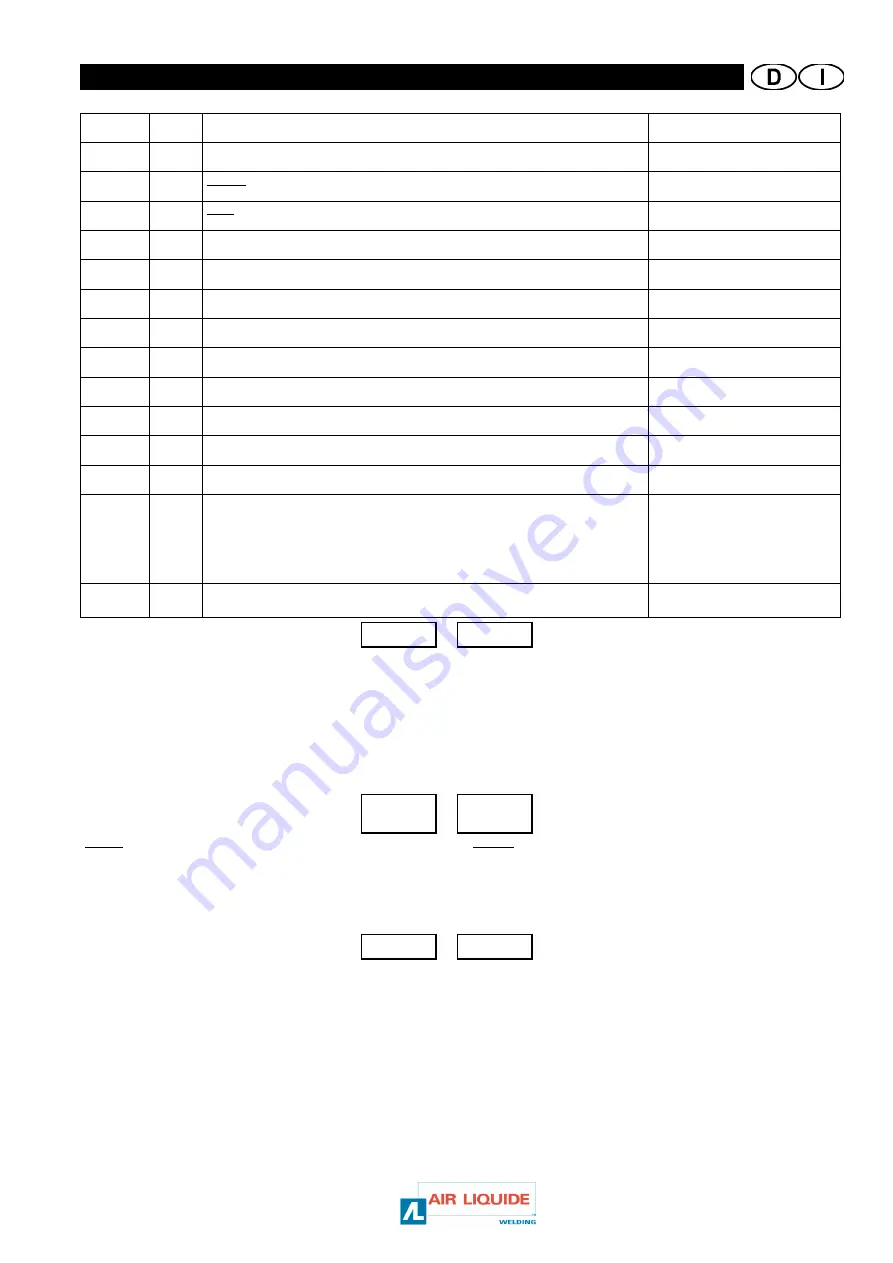
C
- 35
A
V
Einstellen : durch Drücken auf + oder – an der Brennertaste
Regolazione : premendo il grilletto della o -
Weiter mit
Continuare come segue
Gas
0.4
Vorlaufgas (von 0,0 bis 20 s)
Pre immissione del gas (da 0.0 a 20 s)
Zyklustaste drücken
Premendo il pulsante del ciclo
G - L
5
Geringer Gasnachlauf bei I min. (von 2 bis 26 s)
Post gas a livello basso con I minimo (da 2 a 26 s)
"
G -H
15
Hoher Gasnachlauf bei I max. (von 2 bis 26 s)
Post gas a livello alto con I massimo (da 2 a 26 s)
"
UPS
1.0
Anstiegszeit (von 0,1 bis 7 s)
Temo della rampa di salita (da 0,1 a 7 s)
"
SCU
30
Vorschweiß-Stufenstrom (GS : von 0 bis 100 %, WS: von 30 bis 100 %)
Corrente di incremento di presaldatura (CC : da 0 al 100 % - CA : dal 30 al 100 %)
"
1 - 3
50
Endstromeinstellung im Sondermodus
Regolazione della corrente finale in modo speciale
STS
OFF
Spezialeinstellung 2 Phasen
Regolazione a 2 tempi speciale
SFS
OFF
Spezialeinstellung 4 Phasen (Verwendung eines 2. Stroms)
Regolazione a 4 tempi speciale (utilizzazione di una 2
a
corrente)
"
C-C
OFF
Test des Kühlkreises = ON
Test del circuito di raffreddamento = ON
"
E.S
OFF
Notabschaltung
Arresto di emergenza
"
POS
Sin
Einstellen der positiven Halbwelle mit der Brennertaste (Sinus / rechtwinklig / dreieckig)
Regolazione della semi onda positiva con il grilletto della torcia (seno / rettangolo / triangolo)
"
nEG
rEC
Einstellen der negativen Halbwelle mit der Brennertaste (Sinus / rechtwinklig / dreieckig)
Regolazione della semi onda negativa con il grilletto della torcia (seno / rettangolo / triangolo
"
PRO
An der Brennertaste
①
ODER
②
drücken / Premere il grilletto della torcia
①
o
②
①
Speichern der neuen Werte, Schweißen beenden /
Memorizzazione dei nuovi valori in uscita
saldatura
②
Wenn speichern nicht nötig, weiter / Se la memorizzazione non è necessaria, continuare
Ö
Zyklustaste drücken /Premendo il
pulsante del ciclo
FAC
Um zu beenden, die Brennertaste drücken (kehrt zu den Werten zurück, die im Werk voreingestellt
wurden) / Premere il grilletto della torcia per uscire (ritorno ai valori predefiniti in fabbrica)
Verwendung der 2 Brennertasten
Õ
Õ
SFS
OFF
Ö
Ö
Utilizzazione dei 2 pulsanti della torcia
1.
Den Hauptknopf drücken (gedrückt halten) = Vorlaufgas, HF, Stufe
Vorschweißen
1.
Premere il pulsante principale (mantenendo la pressione) = Pre gas, Alta
Frequenza., Stadio di presaldatura
2.
Den Hauptknopf loslassen = Schweißen I nominal
2.
Rilasciare il pulsante principale = Saldatura ad I nominale
3.
Den 2. Knopf drücken (gedrückt halten) = Nachschweißen Stufenstrom
3.
Premere il 2° pulsante (mantenendo la pressione) = Corrente dello stadio di
post saldatura
4.
Den 2. Knopf loslassen = Anstieg auf Schweißen mit I nominal
4.
Rilasciare il 2° pulsante = Ritorno alla saldatura a I nominale
5.
Den Hauptknopf drücken (gedrückt halten) = Abklingen, Stufe
Nachschweißen
5.
Premere il pulsante principale (mantenendo la pressione) = Riduzione, stadio
di post saldatura
6.
Den Hauptknopf loslassen = Bogen erlischt, Gasnachlauf.
6.
Rilasciare il pulsante principale = Estinzione dell'arco, post gas.
Verwendung einer einzigen Brennertaste (Einstellen des
2. Stroms durch I3 in %)
Õ
Õ
SFS
1
Ö
Ö
Utilizzazione di un solo pulsante della torcia (Regolazione
della 2
a
corrente via I3 in %)
Beispiel :
I Schweißen 200 A, I3 50 % - Einstellung 30 A Stufe
Esempio :
I di saldatura 200 A, I3 50 % - Regolazione stadio 30 A
1.
Den Hauptknopf drücken (gedrückt halten) = Vorlaufgas, HF, Stufenstrom
Vorschweißen
1.
Premere il pulsante principale (mantenendo la pressione) = Pre gas, Alta
Frequenza., Corrente dello stadio di presaldatura
2.
Den Hauptknopf loslassen = Schweißen I 200 A nominal
2.
Rilasciare il pulsante principale = Saldatura ad I nominale 200 A
3.
Kurz den Hauptknopf drücken = Schweißen 2. Strom 50 % = 100 A
3.
Premere brevemente il pulsante principale = Saldatura 2
a
corrente al 50 % = 100 A
4.
Den Hauptknopf lange drücken = Abklingen, Stufe Nachschweißen 30 A
4.
Premere a lungo il pulsante principale = Riduzione, Stadio di post saldatura 30 A
5.
Den Hauptknopf loslassen = Bogen erlischt, Gasnachlauf
5.
Rilasciare il pulsante principale = Estinzione dell'arco, post gas.
Verwendung der 2 Brennertasten
Õ
Õ
SFS
2
Ö
Ö
Utilizzazione dei 2 pulsanti della torcia
1.
Den Hauptknopf drücken = Vorlaufgas
1.
Premere il pulsante principale = Pre gas
2.
Den Hauptknopf loslassen = HF, Stufenstrom Vorschweißen
2.
Rilasciare il pulsante principale = Alta Frequenza., Corrente dello stadio di
presaldatura
3.
Den Hauptknopf drücken (gedrückt halten) = Schweißen I nominal
3.
Premere il pulsante principale (mantenendo la pressione) = Saldatura ad I
nominale
4.
Den Hauptknopf loslassen = Abklingen, Stufe Nachschweißen
4.
Rilasciare il pulsante principale = Riduzione, Stadio di post saldatura
5.
Den 2. Knopf drücken = Bogen erlischt, Gasnachlauf
5.
Premere il 2° pulsante = Estinzione dell'arco, post gas.