0~1mm
26
Power Chuck
Po
w
er Ch
uck
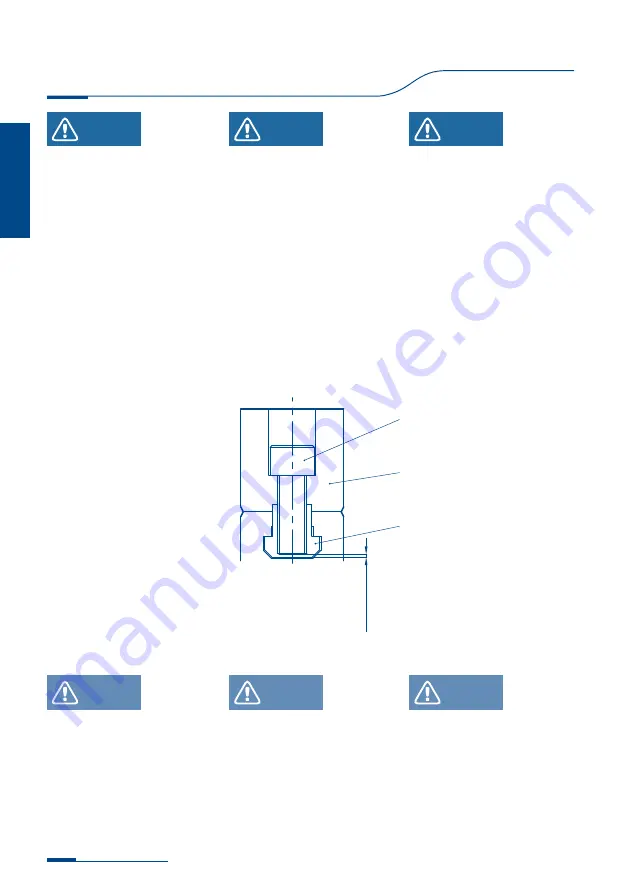
If the screwing depth for T-nut of the
top jaw mounting bolt is shallow, T-
nut may be damaged. Also, the jaw
or workpiece discharges thus result-
ing in danger. If the bolt protrudes
from the T-nut bottom, the top jaw is
not fixed even if the mounting bolt is
tightened. Also, the jaw or workpiece
discharges thus resulting in danger,
consequently, the overall length of
the top jaw mounting bolts should be
0~1mm from the T-nut bottom.(Fig.9)
Be sure to use the attached T-nut
and mounting bolt.In an unavoidable
case, use the bolt and nut of strength
12.9(M22 or more 10.9) or more and
sufficient length.
Never start the spindle with T-nut still
loose. The top jaw will discharge.
탑 죠 부착볼트와 T-너트의 체결 깊이가
짧을 경우에는 T-너트가 파손되고 공작물
이 비산될 위험이 있습니다. 또, T-너트 밑
면에 돌출되게체결 볼트를 조립하면 탑 죠
가 고정되지 않아 공작물 비산의 위험이
있습니다. 따라서 탑 죠 체결 볼트의 길이
는 소프트죠 체결시 T-너트의 밑면보다
0~1mm정도 짧게 하십시오.(Fig.9)
삼천리 부속의 T-너트 및 체결볼트 외에는
사용을 금해 주십시오. 만약에 삼천리 이외
에 체결 볼트를 사용하실 때에는 강도 구분
12.9(M22 이상은 10.9)이상과 길이에 특히
주의 하십시오.
T-너트가 느슨하게 체결되면 주축 회전시
에 탑 죠의 비산 위험이 있습니다.
The following table describes the pro-
cedures to form soft jaws for external
gripping, internal gripping and high
accuracy gripping.
소프트 죠의 성형(외경 파악의 경우, 내경
파악의 경우, 고파악 정도가 필요한 경우)
은 아래의 요령으로 행해 주십시오.
Fig.9
若顶爪安装螺检和四爪钉的拧紧深度
较浅,四爪钉会损坏,且加工产品存在
着飞散出去的危险。另外,若四爪钉的
底面有螺检露出来,由于无法固定顶
爪,加工产品也有飞散出去的危险。因
此, 应使顶爪梓紧螺检的长度比四爪钉
的底面短0~1mm左右。(Fig.9)
最好不要使用我公司以外的其它拧紧
螺检。(若使用不是我公司生产的其它螺
检,请务必使用强度为 12.9(M22以上
时为 10.9)以上的螺检,并特别注意螺
检的长度。
若四爪钉没拧紧,主轴启动时,顶爪有
轴启动时,顶爪有甩出去的危险。
请按照如下方法进行软爪的成型工作。(
外径或內徑夹 及 需要高夹持精密度时
請參照以下方 法)
탑죠 체결볼트
탑죠
T-너트
Top Jaw Mounting Bolt
Top Jaw
T-Nut
頂爪扭緊螺栓
頂爪
T型螺母
CAUTION
CAUTION
주 의
CAUTION
注 意
WARNING
WARNING
경 고
WARNING
警 告