

























19
Instruction Manual
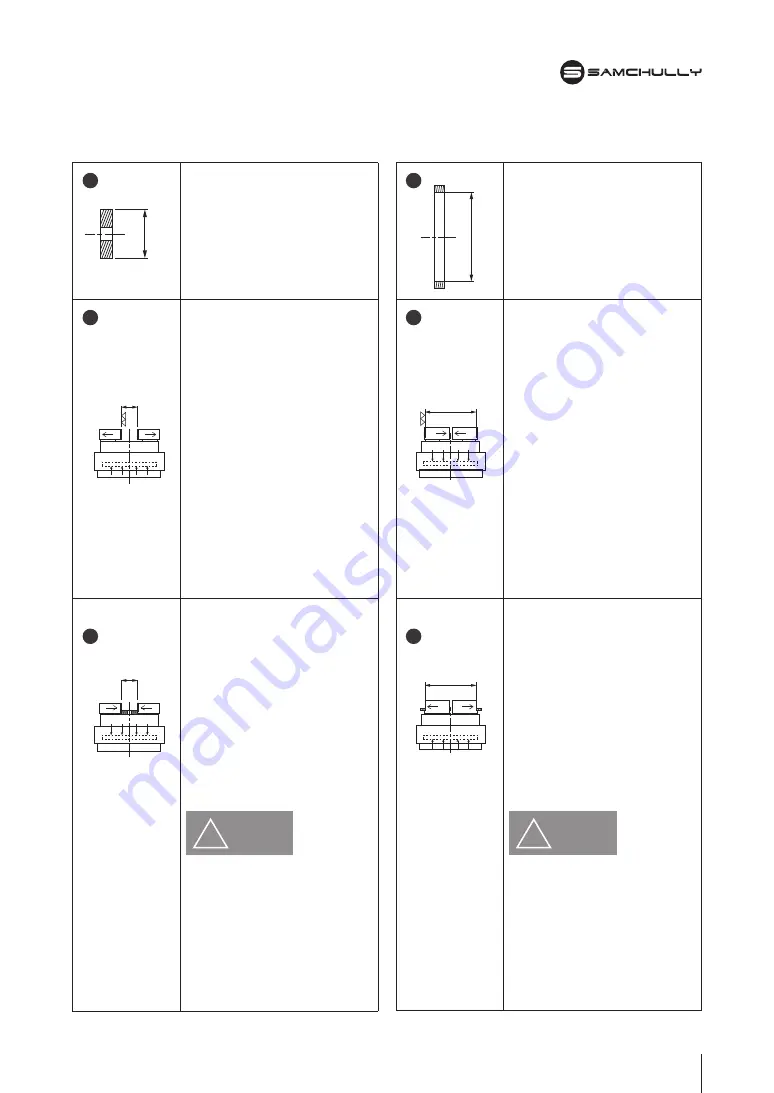
Forming of soft jaws
软爪的成型
소프트 죠의 성형
성형용 플러그(PLUG)를 준비합니다.
Prepare a formed plug.
准备成型用塞子(plug).
유압이나 공압 회로를 작동해 마스터 조를
끝까지 연다. 이 경우 플러그가 유지되는 외
경 부분이 형성된다. 외경은 다음과 같은 등
식으로 계산할 수 있다.
외경: 플러그 직경
Ød<ØD ≤ Ød + (최대 조 스트로크) x
0.75
Open the master jaws to the limit by
operating the hydraulic or pneumatic
circuit. Then form ØD part where the plug
is held. Diameter Ø D is given by follow-
ing formula.
Ød : diameter of plug
Ød
<
ØD
≤
Ød + (max. jaw stroke) x 0.75
运用液压或空压回路将基爪打开至最
大。在这种情况下会产生能维持塞子的
外径。外徑可用以下等式来计算。
外径: 塞子直径
Ød<ØD ≤ Ød + (爪最大行程) x 0.75
유압이나 공압 회로를 작동해 외경 부분에서
형성된 플러그를 잡아 척 표면으로 밀어 플
러그가 기울지 않도록 한다.
Operate the hydraulic or pneumatic circuit
and grip the formed plug at ØD part
pushing it to the chuck face preventing
inclination of the plug.
运用液压或空压回路将外径部份行成
塞子抓住后往卡盘表面推, 防止塞子
偏斜 。
작업자는 형성 플러그를 잡을 때 손이 끼지
않도록 주의해야 한다. 손에 부상을 입을 수
있기 때문이다.
The operator must take care not to pinch
his/her hand when gripping the forming
plug. If caught, his/her hand will be
injured.
作业者在抓成形的塞子时要特别小心手
被卡住, 容易手受伤。
성형용 링(Ring)을 준비합니다.
Prepare a formed ring.
准备成型用环(ring).
유압이나 공압 회로를 작동해 마스터 조를
끝까지 닫는다.
이 경우 링이 유지되는 외경 부분이 형성
된다. 외경은 다음과 같은 등식으로 계산
할 수 있다.
외경: 링 직경
Ød>ØD ≥ Ød - (최대 조 스트로크) x 0.75
Close the master Jaws to the limit by
operating the hydraulic or pneumatic
circuit. Then form ØD part where the ring
is held. Diameter Ø D is given by following
formula.
Ød : diameter of ring
Ød
>
ØD
≥
Ød - (max. jaw stroke) x 0.75
运用液压或空压回路将张开的基爪合起
来,这时将会形成维持环的外径部分。外
径能用以等式计算 。
外径: 环 直径
Ød>ØD ≥ Ød - (最大 爪 行程) x 0.75
유압이나 공압 회로를 작동하고 외경 부분에
형성된 링을 잡는다. 링이 척 표면을 향해 기
울지 않도록 한다.
Operate the hydraulic or pneumatic circuit
and grip the formed ring at ØD part. Be
careful not to incline the ring to the chuck
face.
运用液压或空压回路抓住外径处形成的
环. 请防止环往卡盘表面倾斜。
작업자는 형성 플러그를 잡을 때 손이 끼지
않도록 주의해야 한다. 손에 부상을 입을 수
있기 때문이다.
The operator must take care not to pinch his/her
hand when gripping the forming ring. If caught,
his/her hand will be injured.
作业者在抓成形的塞子时要特别小心手
被卡住, 容易手受伤。
외경파악의 경우 / External gripping /
在进行外径夹持时
내경파악의 경우 / Internal gripping /
在进行内径夹持时
1
1
2
3
2
3
Ø
d
Ø
d
!
CAUTION
!
CAUTION
Ø
D
Ø
d
Ø
D
Ø
d







































































