
























20
Power Chuck
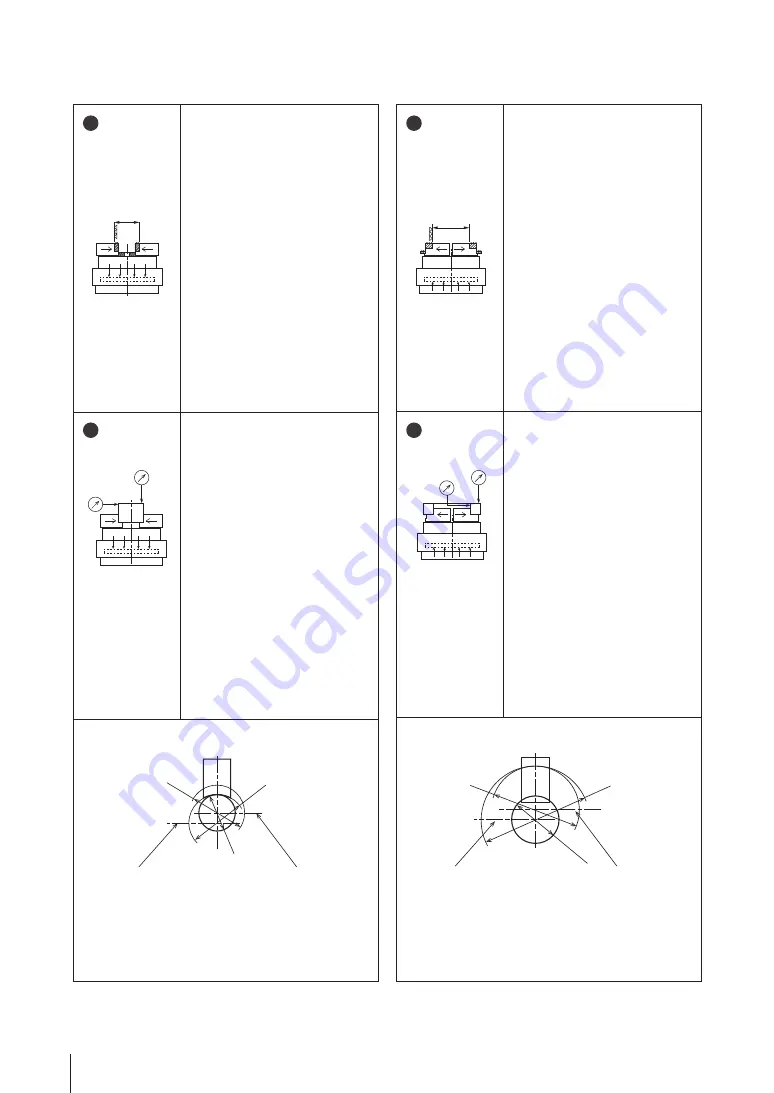
가공물이 고정되는 외경 부분에서 플러그를
위에 설명한 것처럼 유지한다. 직경 Ød’가
가공물의 파지 직경과 동일한 직경으로 형
성되며(약 허용치 H7), 표면 마무리는 1.6a
이상이 된다. 최종 마무리 형성 전 형성 플
러그를 다시 잡으면 마무리 표면의 정밀도
가 높아진다.
Form Ød
’
part where the work piece is
held, keeping the plug as abovemen-
tioned. Diameter Ø d
’
should be formed
in the same diameter as the gripping
diameter of the work piece (approx. allow-
ance H7) and its surface finish should be
better than 1.6a. A finished surface with
a higher precision will be obtained if the
formed plug is re-gripped before the final
finish forming.
请如上文所述, 维持加工物被固定的外
径部分中的塞子. 直径
Ø
d
’
形成为直
径等于夹持工件的直径(约公差H7,表
面光洁度是 1.6a以上。在最终完成表
面成形前,再抓住塞子能提高最终表面
的精度 。
상단 조 형성 후 가공물을 잡고 요구되는 조
스트로크와 파지 정밀도가 달성되는지 확
인한다.
After finished forming of top jaws, grip
the work piece and make sure that
required jaw stroke and gripping accuracy
are obtained.
顶爪成行后请夹持工件确认下爪行程跟
夹持精度是否符合要求。
가공물이 고정되는 외경 부분에서 링을 위에
설명한 것처럼 유지한다. 직경 Ød’가 가공
물의 파지 직경과 동일한 직경으로 형성되며
(약 허용치 h6), 표면 마무리는 1.6a 이상이
된다. 최종 마무리 형성 전 형성 링을 다시
잡으면 마무리 표면의 정밀도가 높아진다.
Form Ød
’
part where the work piece is
held, keeping the ring as abovemen-
tioned. Diameter Ød
’
should be formed
in the same diameter as the gripping
diameter of the work piece (approx. allow-
ance h6) and its surface finish should be
better than 1.6a. A finished surface with
a higher precision will be obtained if the
formed ring is re-gripped before the final
finish forming.
请如上文所述, 维持加工物被固定的外
径部分中的环. 直径
Ø
d’形成为直径
等于夹持工件的直径(约公差h6,表面
光洁度是 1.6a以上。在最终完成表面
成形前, 再抓住成形环能提高最终表面
的精度
상단 조 형성 후 가공물을 잡고 요구되는 조
스트로크와 파지 정밀도가 달성되는지 확
인한다.
After finished forming of top jaws, grip
the work piece and make sure that
required jaw stroke and gripping accuracy
are obtained.
顶爪成行后请夹持工件确认下爪行程跟
夹持精度是否符合要求。
4
5
4
5
Ø
d’
Ø
D
Ø
d
Chuck center line
for forming Ø d’
Chuck center line
for forming Ø D
Ø
d’
Ø
D
Ø
d
Chuck center line
for forming Ø D
Chuck center line
for forming Ø d’
Ø
d’
Ø
d’







































































