




















1
2
3
4
5
1
2
3
5
4
www.larius.com
32
ED. 04 - 04/2021 - Cod. 150183
LARIUS GHIBLI MIX 2K
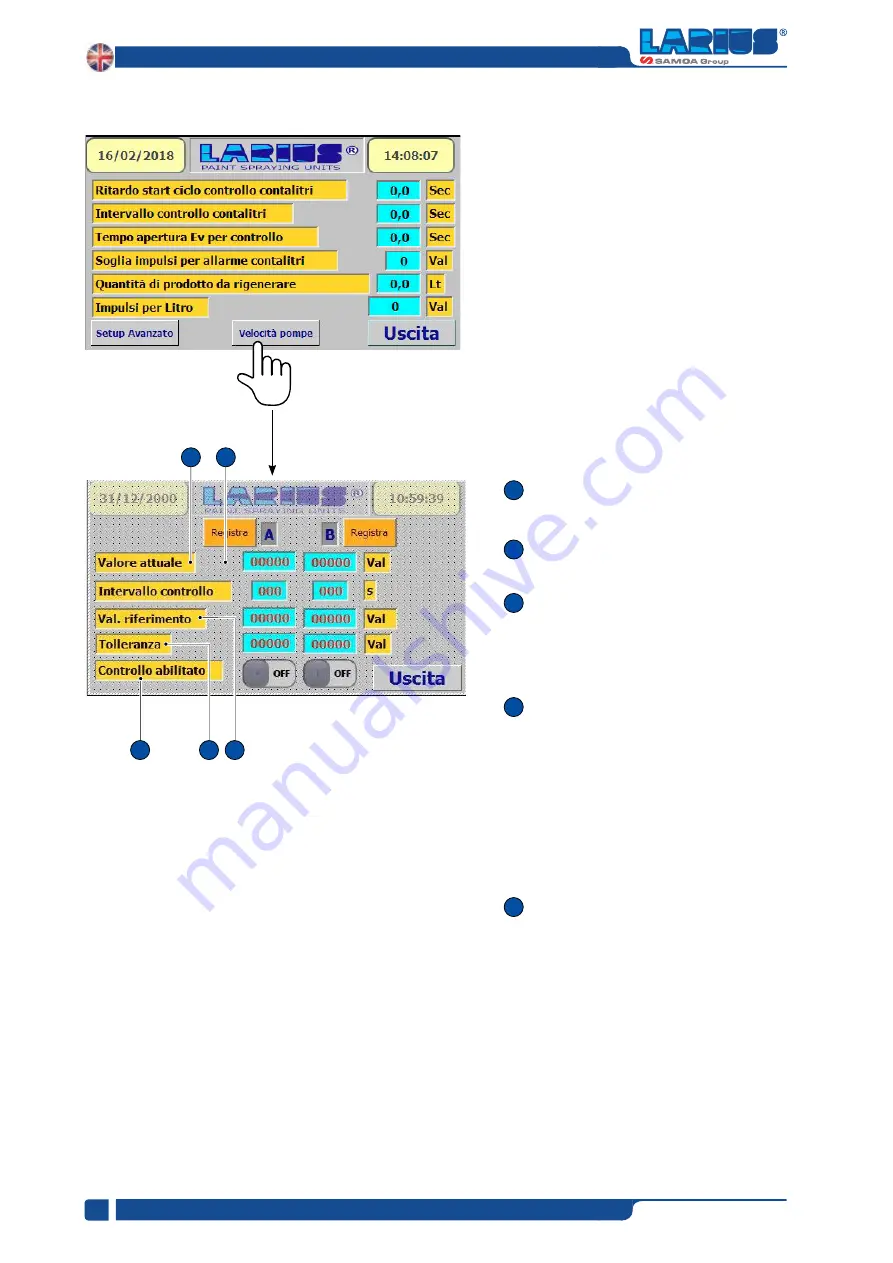
PUMPS CALIBRATION
Current value:
The value displayed when the
machine is in automatic mixing conditions.
Control interval:
Time, in seconds, between
repeated reading of the current value.
Reference value:
press this button to record the
field value (current value). The current value will
be recorded in the Reference val. box.
The value can also be entered directly onto the
virtual keypad.
Tolerance:
Value of the tolerance that the machine
considers more with respect to the reference value
which determines the pump speed alarm.
For example,
reference value: 1000; tolerance
value: 220, maximum value: 1220. If the current
value is higher than 1220, the machine alarm is
ON after the time set on the next page.
Check enable:
Control enabled; the control is
enabled by moving the cursor to the right and the
message ON appears.
Procedure for storing values:
- set the control “pause control” (i.e. 5 seconds).
- With the machine in automatic mode and while
the operator is carrying out normal piece painting
operations, make sure that “check enable”is set
to the “OFF” position
- press the “Record A” button. The value read in
“Setpoint value” will be transferred to the “Current
Value” box.
Fix a tolerance value (i.e. 50).
Repeat this operation for pump B.
Enable the controls using the cursors, setting
them to
ON.
It allows you to record the pumping speed, in working condition after
having set all the parameters relating to the type of ratio A:B forecasts
of work type of nozzle used, in order to determine the increase in speed,
index of malfunction of the system product suction.
Example: no product or suction filters clogged.
In these conditions, the pump cavitates, increasing the speed.







































































