



















CAUTION - Failure to observe the above may result in
engine damage not covered under warranty.
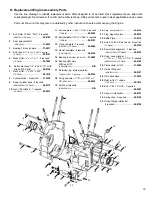
1.
Crankcase preparation before assembly.
NOTES - S&S crankcases are sold in matched sets only.
Individual case halves are not available.
S&S Twin Cam style engines are shipped with cylinder
studs installed Before assembling engine, verify that the
lower collar of each stud is contacting the case deck, and
that the studs are torqued to 10 ft.-lbs.
1.
Disassemble crankcases & wash in hot, soapy
water. Rinse case halves and blow dry with
compressed air. Check all internal passages. Coat
bearing surfaces with a light oil to prevent rust.
2.
Install pinion bearing into right side case half.
See Picture E1.
a. Lubricate outer race of pinion bearing and
crankcase pinion bearing bore.
b.
Using a suitable arbor, press pinion
bearing into bore so that it is centered
between the two snap ring grooves.
CAUTION - press only on outer race of bearing. Do not
press on inner race, bearing damage will occur.
c. Install snap ring into groove on each side
of bearing.
NOTE - If one side of the snap ring has a sharp corner and
one edge is rounded, install the ring with the sharp corner
facing out from the bearing
3. Install piston oilers into right-side crankcase.
a.
Lubricate o-ring with engine oil and install
in piston oiler.
b.
Apply Loctite 243 to screws. Install oilers,
tighten screws to 25 in-lbs. See Picture E2.
4. Install two case alignment dowels and o-rings
into right side crankcase.
NOTE - O-rings must be installed. O-rings that are missing
or damaged will cause oil leakage.
2.
Install flywheels in crankcase.
1. Thoroughly clean parts according to
instructions previously mentioned. Apply coat
of assembly lube to bearing surfaces.
2
Place flywheel assembly onto a suitable
holding fixture, with sprocket shaft pointing up.
See Picture E3.
3. Install case and Timken bearing onto shaft with
appropriate tool. See Picture E4.
NOTE - Do not use a press to install sprocket shaft
bearings, as this can push flywheels out of true. Correct
bearing installation tools are available from Harley-
Davidson, Jim’s Machine, and other sources.
4. Place left side crankcase half over sprocket
shaft and onto bearing, insuring that
connecting rods are in correct positions.
See Picture E5.
5. Install included Timken bearing spacer.
See Picture E6.
6. Lubricate rollers of remaining Timken bearing
with assembly lube. Apply assembly lube to
bearing inner race and sprocket shaft bearing
surface.
7. Install bearing on shaft with appropriate tool.
See Picture E7.
8. Place assembled left case half and flywheel
assembly onto a suitable holding fixture, with
pinion shaft pointing up.
9 Lubricate pinion bearing and pinion shaft inner
bearing race with assembly lube.
3. Assemble crankcase halves
1. Install baffle plate in bottom of left side case.
Secure with two screws and blue Loctite.
See Picture E8.
2. Wipe down mating surfaces of crankcase
halves with lacquer thinner. Remove residue
with clean, dry cloth, then apply sealant to
both crankcase halves. Take care to avoid
areas where sealant might reach inside of
engine. If applicable, allow sealant to cure
according to manufacturer’s instructions
See Picture E9.
NOTE - S&S uses Threebond 1104 to seal crankcase.
Use any sealant carefully to prevent excess from entering
engine and obstructing oil passages or contaminating oil
supply.
7







































































