
























Summary of Contents for SANARG 200AP
Page 2: ......
Page 4: ......
Page 8: ......
Page 24: ...24 PAGE LEFT INTENTIONALLY BLANK ...
Page 35: ...35 Figure 3 2 Electrical Input Connections 200AP ...
Page 60: ...60 PAGE LEFT INTENTIONALLY BLANK ...
Page 66: ...66 PAGE LEFT INTENTIONALLY BLANK ...
Page 79: ...79 PAGE LEFT INTENTIONALLY BLANK ...
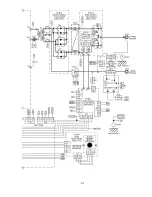
Page 80: ...80 10 1 INTERCONNECT DIAGRAM 200AP ...
Page 81: ...81 ...
Page 82: ...82 10 2 EXPLODED VIEW 200AP ...
Page 83: ...83 ...
Page 84: ...84 PAGE LEFT INTENTIONALLY BLANK ...
Page 89: ...PAGE LEFT INTENTIONALLY BLANK ...







































































