























14
2.
QC34EDE-S, QC64EDE-S
The models QC34EDE-S and QC64EDE-S have two overload-protection
features.
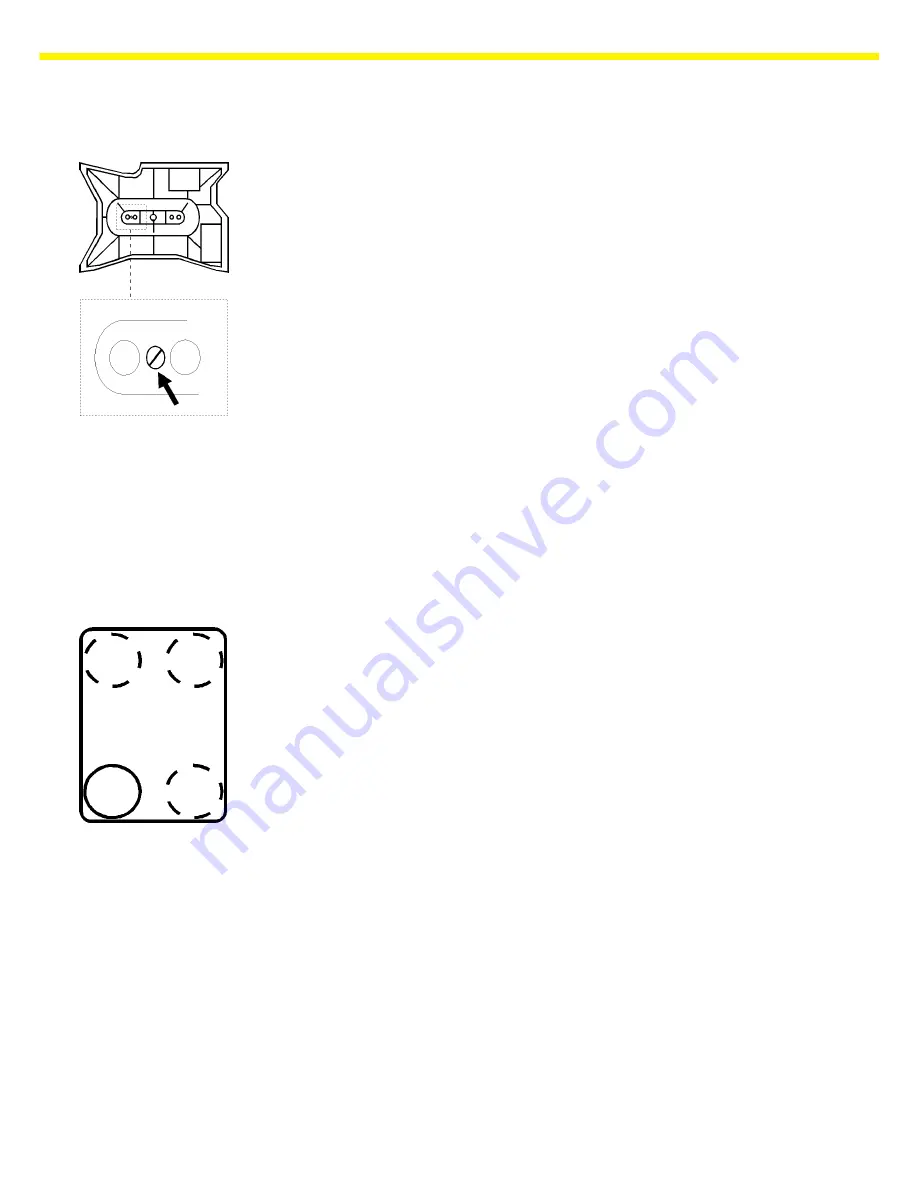
The first overload stop is in the pan support, accessible from beneath the
scale. This is an adjustable set screw, fixed by a locknut.
Adjustment:
– Remove any load from the scale.
– Place the scale on 4 blocks of equal height in order to make the bottom
of the scale easily accessible, since the set screw is only accessible from
the bottom.
– Place a load on the scale, on the front of the weighing pan, equal to the
following weight:
QC34EDE-S
40kg
QC64EDE-S
70kg
– Carefully turn the set screw until it just touches the System, and then attach
the locknut.
– Check your adjustment by placing the maximum load on the scale
(QC34... 34kg; QC 64... 64kg) - the set screw must be free and the
weight displayed.
Adjusting the Second Overload Stop Feature:
The second overload protection device consists of four hex nuts, located in
the base pan of the scale and accessible from below. You can adjust the
height of these hex nuts with a 13 mm wrench.
– Unload the scale and turn it over.
– Place a load on the first corner (see illustration):
QC34...:
20kg
QC64...:
40kg
-
Adjust the height of the hex nut until a slight overload (QC34...: +2kg;
QC64...: +5kg) causes the base pan to rest on the screw (displayed
value
no longer changes).
-
Repeat this procedure on all 4 corners.
Summary of Contents for QC34EDE-S
Page 2: ...2...







































































