























15
SARTORIUS QC - Scales
Zero Point Offset Value
The zero point offset value must be adjusted in order to adapt the bridge
voltage of the strain gauge System to the working range of the scale’s
electronics. You may need to adjust this value:
-
after replacing the strain gauge system
-
after replacing the main PCB
-
if the scale’s span (sensitivity) cannot be adjusted (not even with the
PSION server) and the error code “Err02” is generated
-
if the zero point offset voltage has changed and lies outside the tolerance
range, e.g., if the strain gauge System becomes “warped”
Adjusting the Zero Point Offset Value
The are two ways of adjusting the zero point offset value:
1. using a digital voltmeter
2. using the PSION server, Datapack version 4.4 and newer
1. Adjustment using a digital voltmeter:
-
Open the display unit by removing the 4 screws at the back.
-
Reconnect the scale to AC power.
-
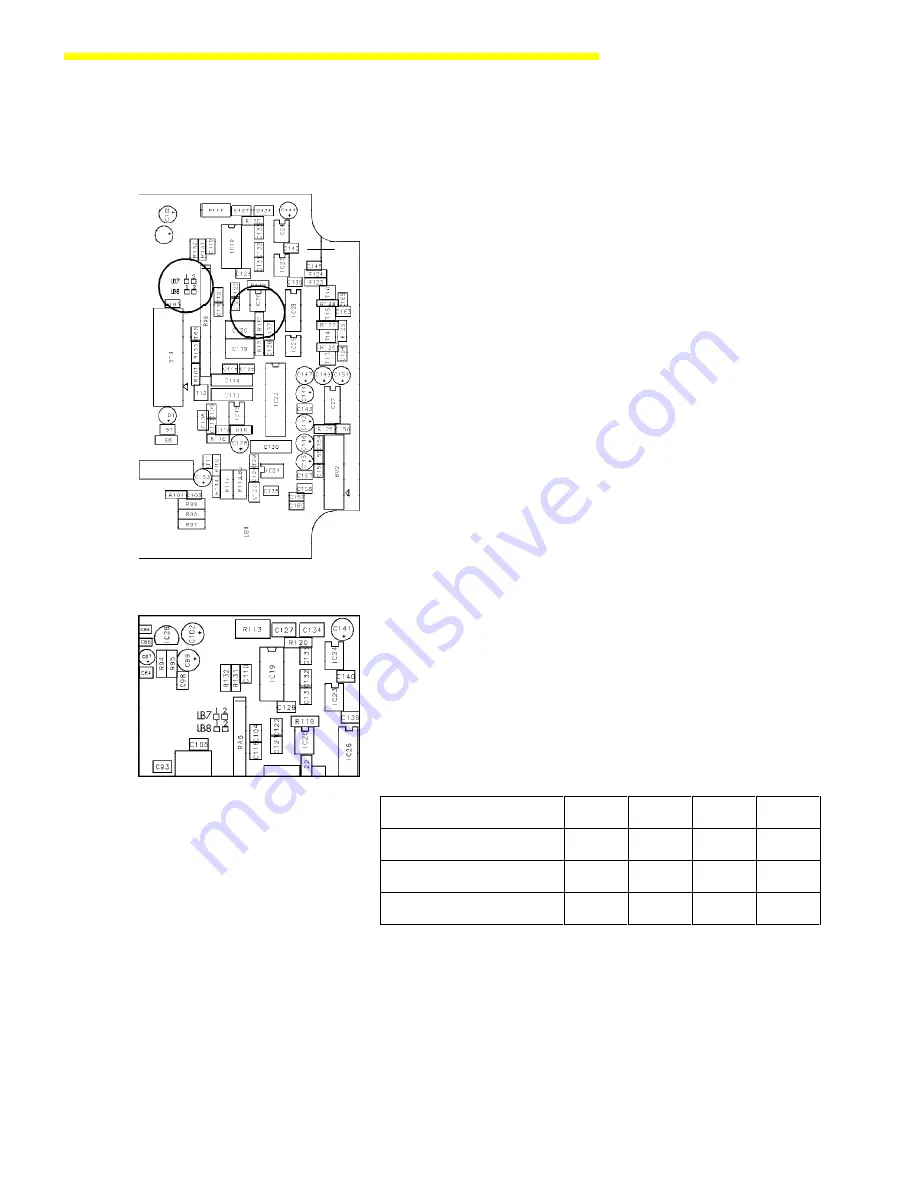
With no load on the weighing pan, use the digital voltmeter to measure
to ground on R122 (OP output IC 20 / pin 6).
The zero point offset voltage should be between - 300 mV and - 2V.
-
If the zero point offset voltage lies outside these limits, you can adjust it by
changing the following solder bridges on the main PCB.
Solder bridge
Position number
LB 7
[ 1 ] [ 2 ]
LB 8
[ 1 ] [ 2 ]
LB7
LB7/LB8
LB8
LB7/LB8
Zero Point Offset Voltage
1 / 2
1 / 1
1 / 2
2 / 2
< - 2 V
open
close
open
open
> - 300 mV
close
open
close
open
Summary of Contents for QC34EDE-S
Page 2: ...2...







































































