




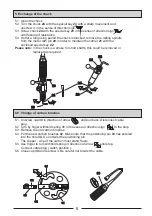


2.4 The milling spindle holder can be fixed in any desired postion by turning knurled
knob
. At the top side of the milling spindle holder there are two grip sleeves
for depth stop and for tension of the spring.
The tension of spring can be adjusted in each position between the upper and the
lowest fix point. The spindle or depth stop
shows a radial graduation of
50 x 0,01 mm and an axial graduation of 0,5 mm.
One complete rotation of this spindle is 0,5 mm. The complete vertical way of the
milling spindle holder is 20 mm. If drill-lever
is not used, it can be screwd out
and be placed in the boring at the backside of the main arm.
2.5 To pull milling spindle out knurled screw
has to be loosened. When putting
milling spindle please push spindle until it reaches the stop point. Lever
- which
is used ot open and to close the chuck - has to be in the left position with closed
chuck. Then fasten knurled screw
again.
The surveying spindle
- delivered as accessory - can be put into milling spindle
holder in the same way. If not used the surveying spindle is placed in the boring
at the rear side of the arm.
3.1 After a long period of use it is possible that the model table
is not longer strong
enough. This can be corrected by turning the set screw at the bottom side of the
model talbe.
To open the chuck turn lever
right until it stops. Then you can pull out
the tool. After the new tool is placed in the chuck turn lever
left until it stops.
Considering precision and life time of the chuck, be sure that a tool is always -
even when the machine is not in operation - firmly mounted in the chuck
(13)
(16)
(14)
(11)
(12)
(11)
(19)
(15)
3. Swivelling model table
(18)
4. Exchange of tools
(12)
(12)
ATTENTION: Exchange of tools only when motor is stopped !.
3
12







































































