





























30.30.01.01648/06
www.schmalz.com
EN | 35
Control of FMHD
The sequence of a lifting process differs based on the integrated function and valve type used. You
can find the relevant information about this subject in the sections below.
Optimized control
Only turn on the suction when workpieces are being lifted. Otherwise, additional dust
from the environment is drawn in, which could shorten the necessary maintenance
intervals.
6.2.1
Sequential Diagram for FMHD with Separating Cylinder and “Blow off” Function
Vacuum area gripper
s FMHD are equipped with a separating cylinder and the “Blow off” function as
standard. Oversized grippers of over 2,500 mm have two separating cylinders, but the lifting process
sequence is identical.
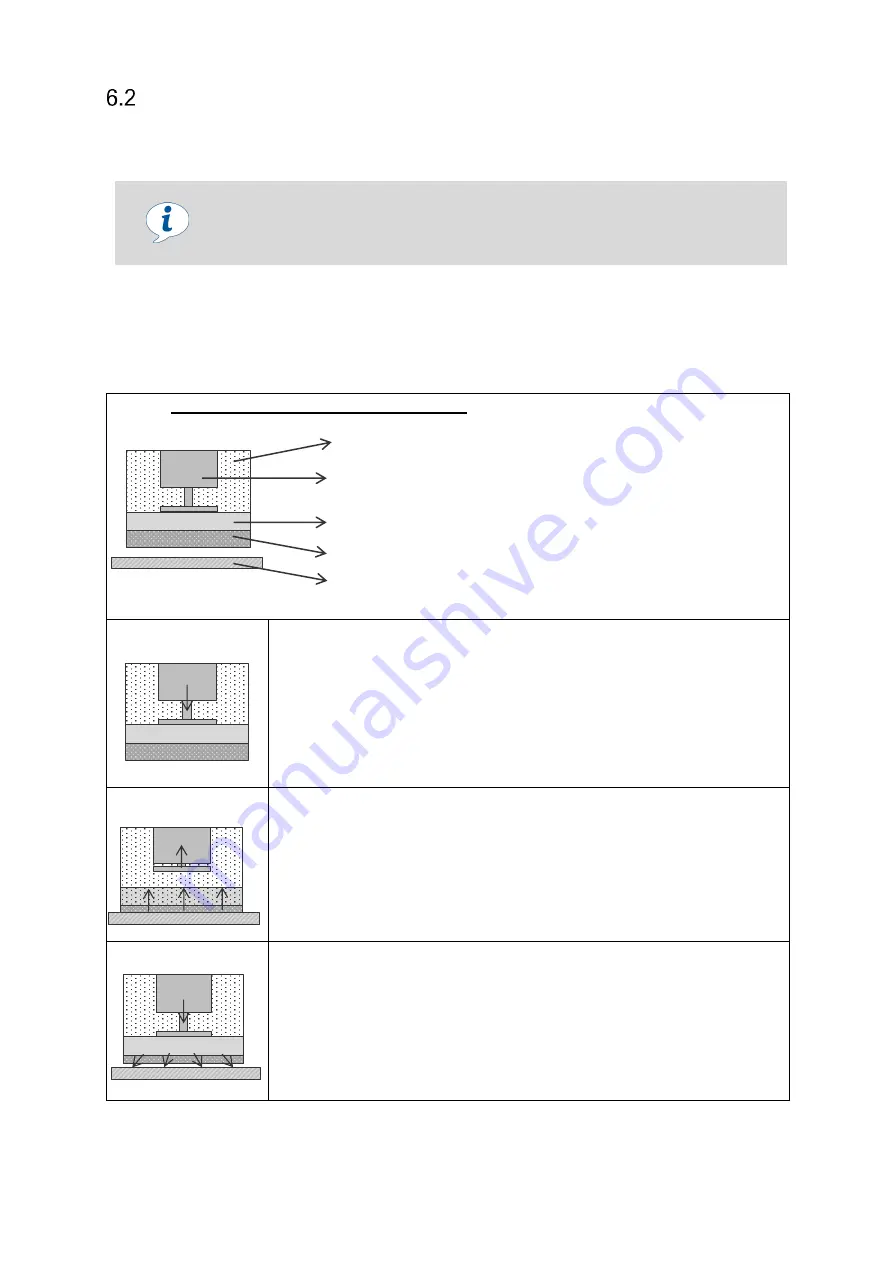
Simplified diagram of a gripper cross-section
Vacuum reservoir
Compact cylinder (extended; vacuum reservoir and valve chamber
separated)
Valve chamber
Sealing foam
Workpiece
Pretensioning
Before the suction process starts, the
vacuum reservoir integrated into the suction bar must be evacuated. The
amount of time this process takes varies based on the suction bar type, vac-
uum generator capacity and the length. Generally, this process is started ap-
proximately 0.5 to 5 seconds before picking up the load.
When the “Separating cylinder” control valve is activated, the cylinder piston
rod extends and separates the vacuum reservoir from the valve chamber.
Vacuum is generated in the reservoir chamber when the vacuum generator
is switched on.
Applying suction
Once the sealing mat has been placed on the workpiece and is compressed,
the system can start picking it up.
To do so, the “Separating cylinder” control valve is reset (LED is not illumi-
nated). The cylinder’s piston rod is retracted and the load is picked up. The
load can then be transported once the necessary vacuum level is reached.
Depositing
Once the workpiece has been transported and set down, it must be depos-
ited.
For this purpose, the separating cylinder control valve is activated (upper
LED lights up). The cylinder’s piston rod extends and separates the valve
chamber from the reservoir chamber.
The “Blow off” control valve is also activated (lower LED lights up). This
causes the vacuum in the valve chamber to break down and the workpiece
to be released from the sealing mat.







































































