Technical data / Turning the PEW soft interchangeable inserts
03.00|Quick-Change Jaw System |en
13
Technical data
Supporting jaw
TRP-M / Z
TRP-G
Size
200
250 / 315
200
250
315
Max. workpiece un-
clamping length
2.5 x D
2.5 x D
2.5 x D
2.5 x D
2.5 x D
Max. workpiece weight
250 kg
300 kg
250 kg
300 kg
300 kg
Workpiece hardness
≤
50 HRC
≤ 50 HRC
≤ 50 HRC
≤ 50 HRC
≤ 50 HRC
Max. permissible total
clamping force
110 kN
180 kN
80 kN
115 kN
160 kN
Per chuck jaw
36.6 kN
60.0 kN
26.0 kN
38.0 kN
53.0 kN
Max. permissible
speed
3000 rpm
3000 rpm
3000 rpm
3000 rpm
3000 rpm
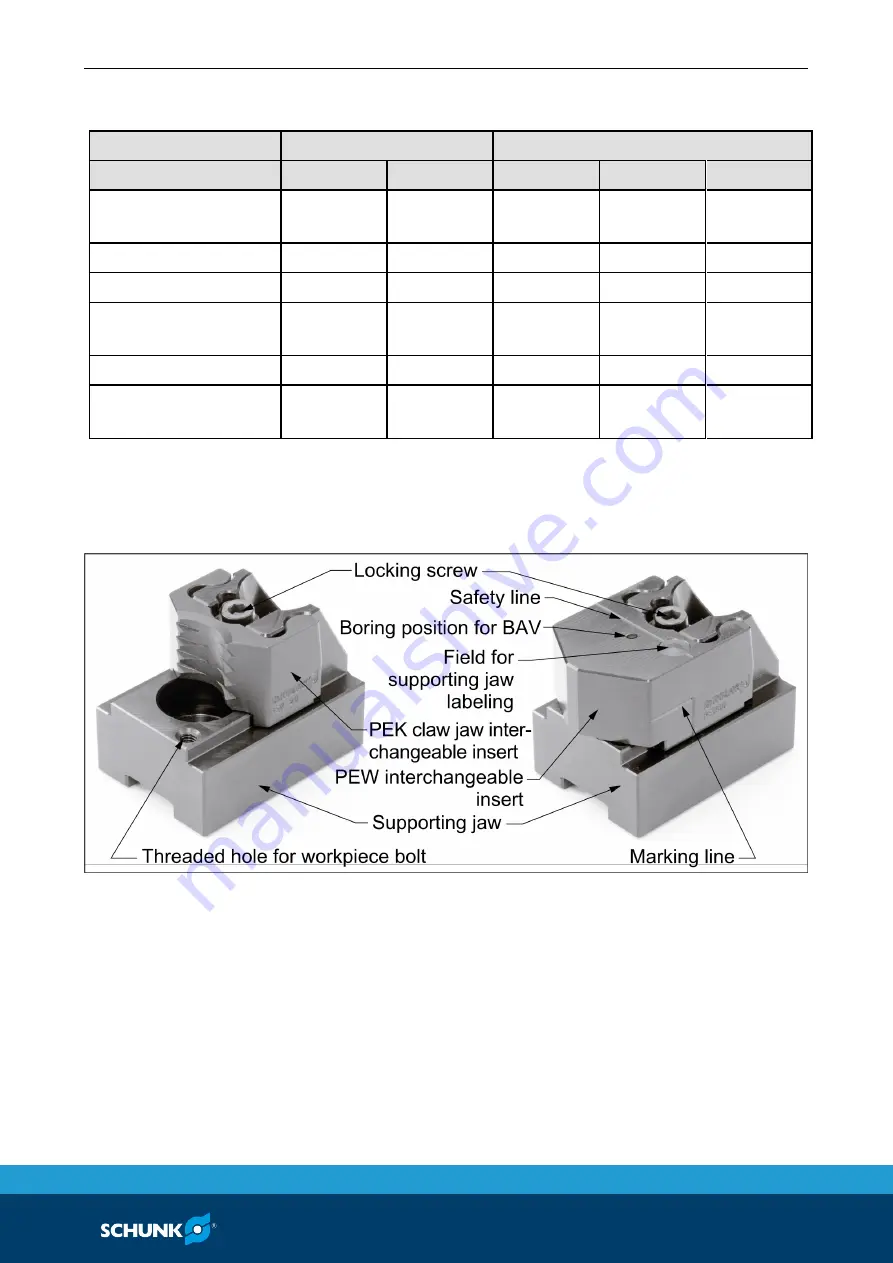
Turning the PEW soft interchangeable inserts
Fig. 2
PEW clamping inserts (PRONTO soft inserts) are used for precision
machining or for gentle second clamping. These can be turned to
match the specific application.
There are circular machined surfaces on the top of the interchange-
able inserts (PEW). These machined surfaces can be used to attach
numerical stamps. This way, the interchangeable inserts can always
be matched to the corresponding supporting jaw.
Change clamping insert:
Screw the supporting jaw onto the chuck. Observe the tightening
torque for the mounting screws and the position of the T-nuts (they
6
7
Summary of Contents for PRONTO
Page 16: ......