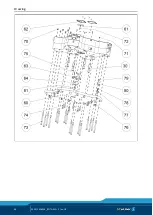



Spare parts
54
02.00|1416054_ROTA-M2 + 2 |en-US
Spare parts
When ordering spare parts, it is imperative to state the type, size,
and above all the serial number of the lathe chuck.
Seals, sealing elements, screw connections, springs, bearings,
screws, wiper bars and parts that come into contact with the
workpiece are not covered by the warranty.
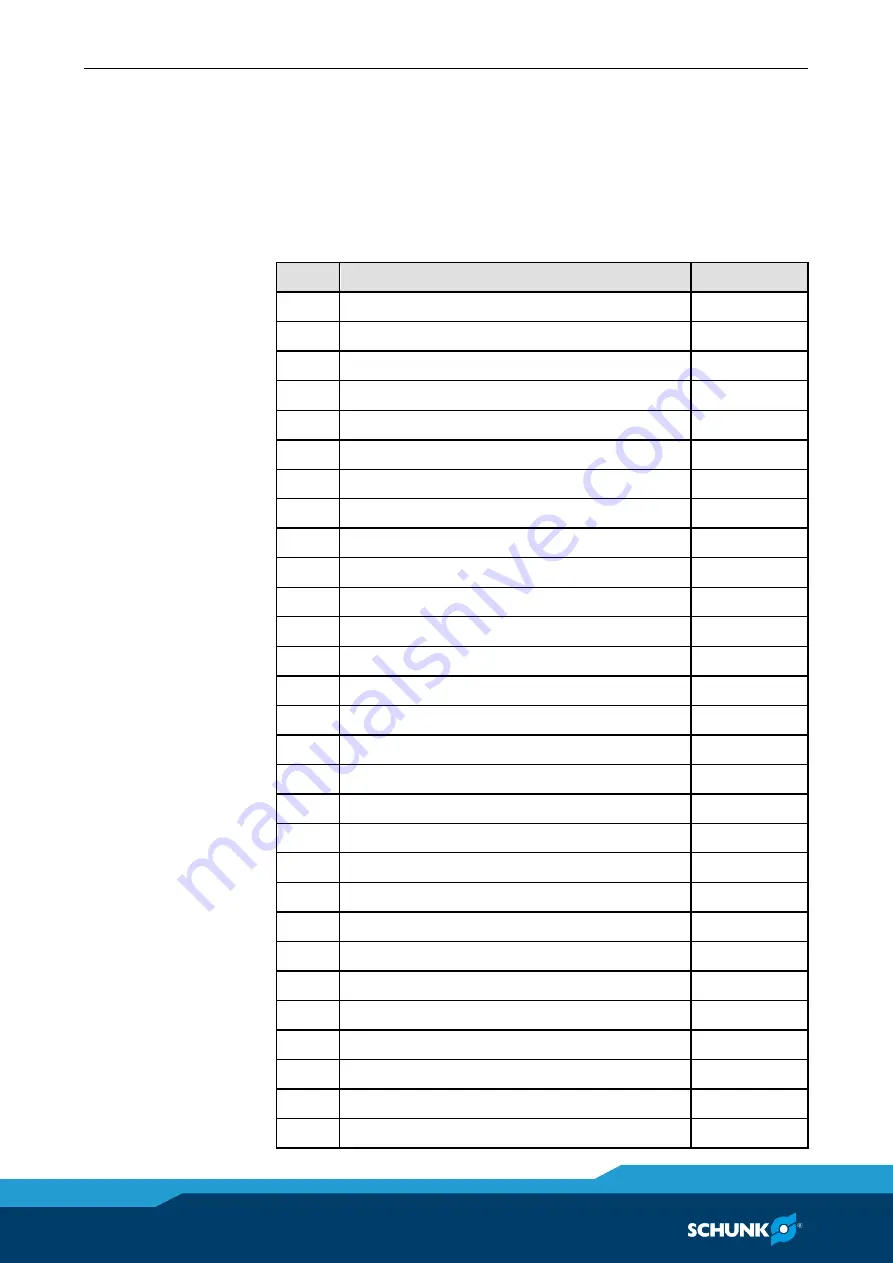
Item
Designation
Quantity
1
Chuck body
1
2
Base jaws
4
3
Cover
1
5
Wedge bar
4
6
Connecting member
4
7
Mount
1
8
Spindle
1
9
Spindle nut
1
11
Upper drive ring
1
12
Middle drive ring
1
13
Lower drive ring
1
14
Sleeve
4
15
Locking bolt
4
16
Slide with thread
1
17
Slide without thread
1
18
Bolt
4
19
Indicator pin
2
20
Sliding block
1
21
Right wiper
4
22
Left wiper
4
23
Wiper plate with hole
2
24
Wiper plate without hole
2
25
Sealing element
4
26
O-ring section
4
27
Sealing insert
4
29
Seat of bearing
1
30
Screw
4
31
Screw
1
32
Screw
3
11