Screw tightening torques
02.00|1416054_ROTA-M2 + 2 |en-US
19
Technical data
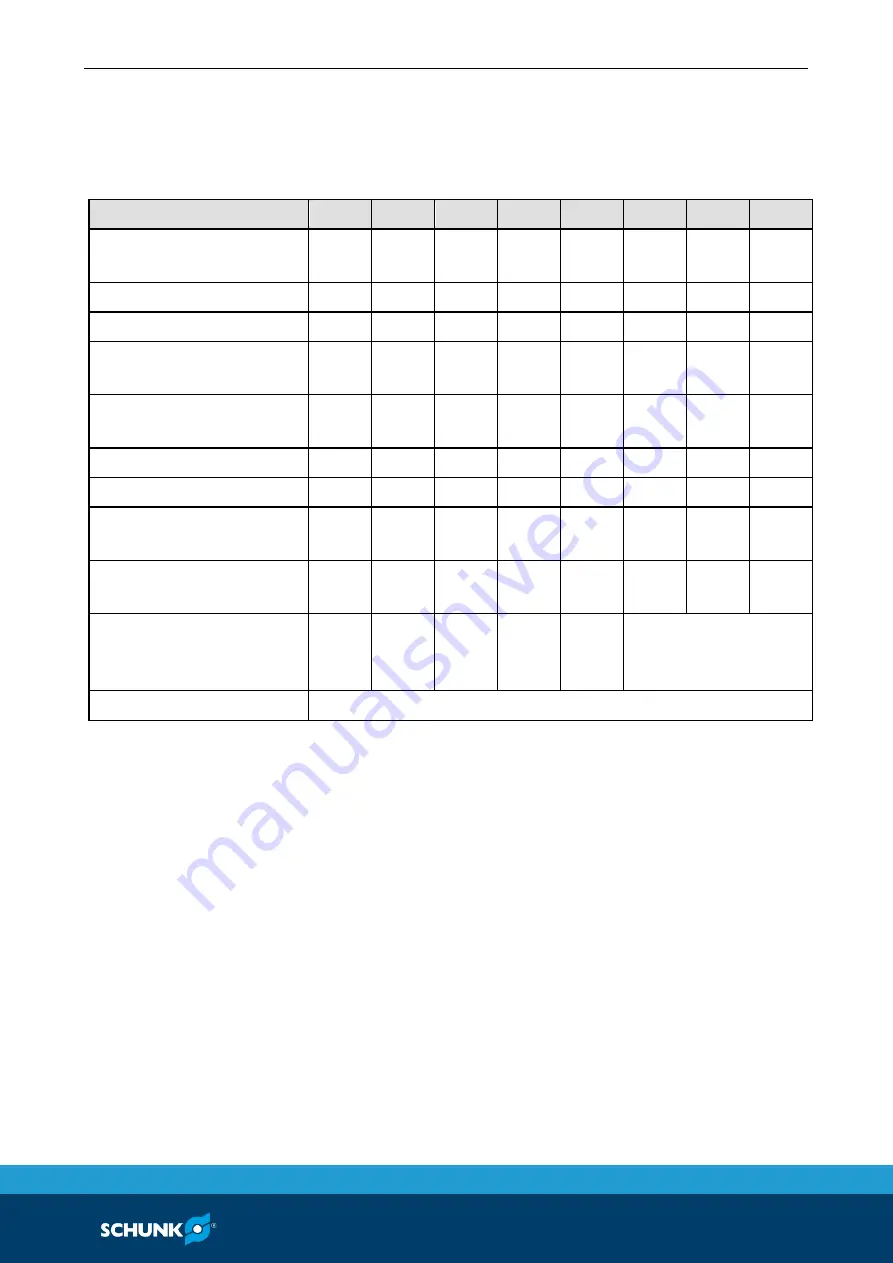
Lathe chuck data
ROTA-M flex 2+2
260
315
400
500
630
800
1000 1200
Max. actuation moment
[Nm]
120
120
200
250
250
250
250
250
Max. clamping force [kN]
100
100
150
180
180
180
180
180
Max. speed [rpm]
2700 2200 1500 1100
950
800
700
600
Overall stroke per jaw
[mm]
9.5
9.5
14.5
17.8
17.8
17.8
17.8
17.8
Compensation per jaw
[mm]
5.1
5.1
7.9
10
10
10
10
10
Weight with base jaws [kg] 41.7
62.9 124.8 227.2 307.4
395
520
620
Weight of base jaws [kg]
0.93
1.2
2.07 0.577 4.91 6.688 8.603 10.518
Mass moment of inertia
[kgm
2
]
0.36
0.81
2.54
7.27 14.14 23.06 45.34 75.08
Centrifugal torque of base
jaw [kgm]
M
cGB
0.08
0.11 0.262 0.577 0.925 1.538 1.979 2.419
Spindle holder ISO 702-4
No. 8
(220
H6)
No. 11
(300
H6)
No. 15
(380
H6)
No. 15
(380
H6)
No. 15
(380
H6)
Base plate
Operating temperature
+ 15°C to + 60°C
Ensure minimal weight for all jaws.
For the respective machining task, the permissible speed of
rotation for a given initial clamping force or the required clamping
force for a given speed of rotation must be calculated according to
VDI 3106, whereby the maximum speed of rotation or the
maximum clamping force of the lathe chuck must not be
exceeded. The calculated values must be checked by dynamic
measurement. Functional monitoring must be performed
according to the guidelines of the insurance association.
3
3.1