





























Technical data
02.00|ROTA NCK plus |en
19
Technical data
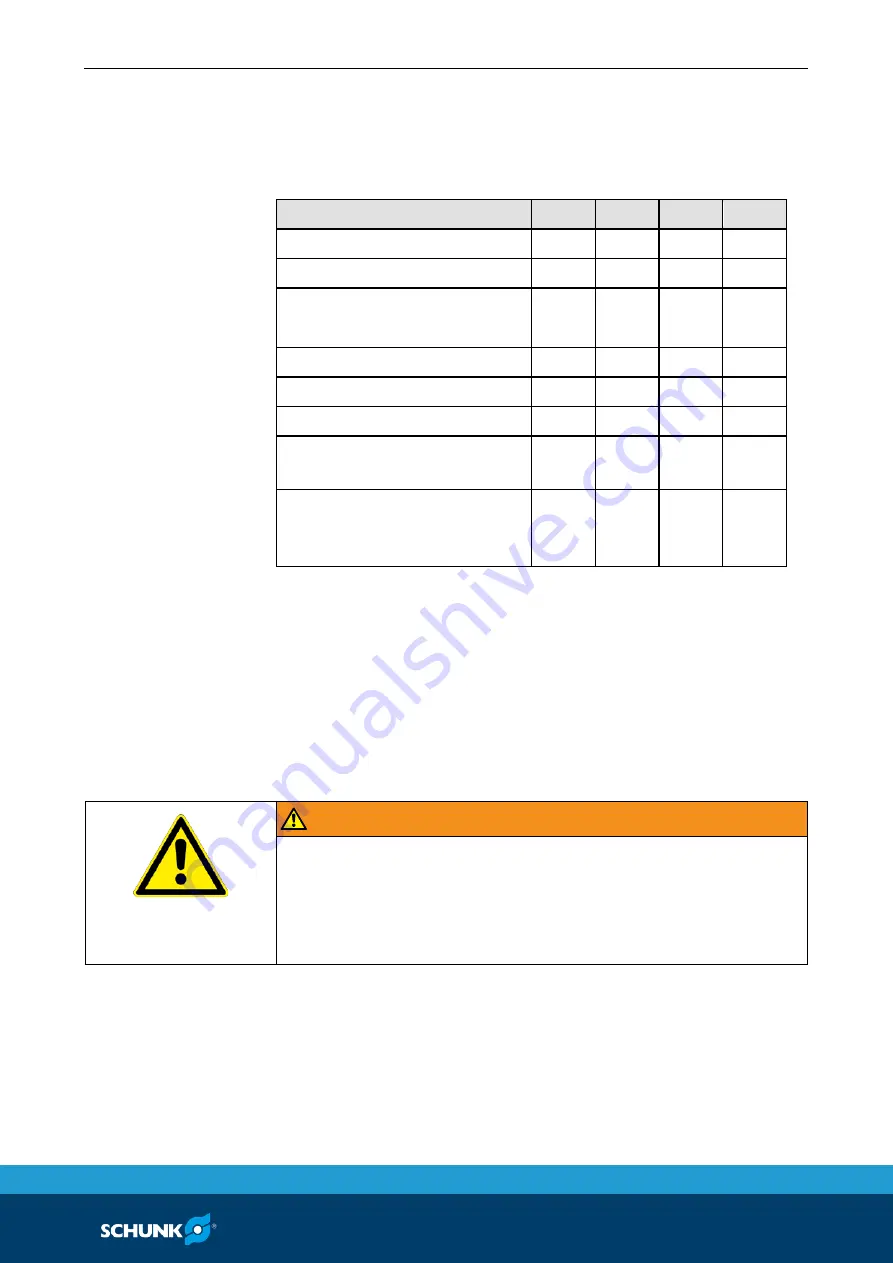
Chuck data
Size
165
210
250
315
Max. actuating force [kN]
22
34
44
56
Max. clamping force [kN]
57
84
111
145
Max. rotation speed [min-1]
6000
5500*
5000 4200 3300
Stroke per jaw [mm]
2,75
3,70
4,40
5,30
Piston stroke [mm]
12
16
19
23
Chuck through bore [mm]
45
52
75
91
Centrifugal force of the base
jaw [kgm] M
cGB
0,029 0,056 0,095 0,171
Max. jaw eccentricity of center
of gravity in axial direction
[mm] a
max
24
40
40
40
*
with 1/16" x 90° base jaw fine serration
NOTE
The speed indicated with »* « on the ROTA NCKplus 165 chuck
applies to the jaw version serrated in inch sizes. For the jaw ver-
sion serrated in metric sizes, the maximum speed is 6,000 rpm.
The recommended max. speed is only valid for max. operating
force and the use of the suitable hard standard jaws.
WARNING
Danger of personal injury and property damage caused by flying
parts in case of spiral fracture of soft top jaws!
Soft top jaws must be hardened in the area of the screw’s coun-
terbore.
Just deep hardened no surface hardening.
Ensure for all jaws the lowest possible weight. For soft top jaws or
jaws in special design the permissible speed of the respective cut-
ting task has to be calculated in accordance to VDI 3106, whereby
the maximum standard value may not be exceeded. The calculated
values have to be examined with a dynamic measurement. Control
of function (piston movement and actuation pressure) has to be
6
6.1







































































