





























Product description
28
01.00|ROTA THW vario |en-US
Important:
The actuating pressure must be adapted for the power chuck and
for the segmented mandrel when re-equipping the clamping
task.
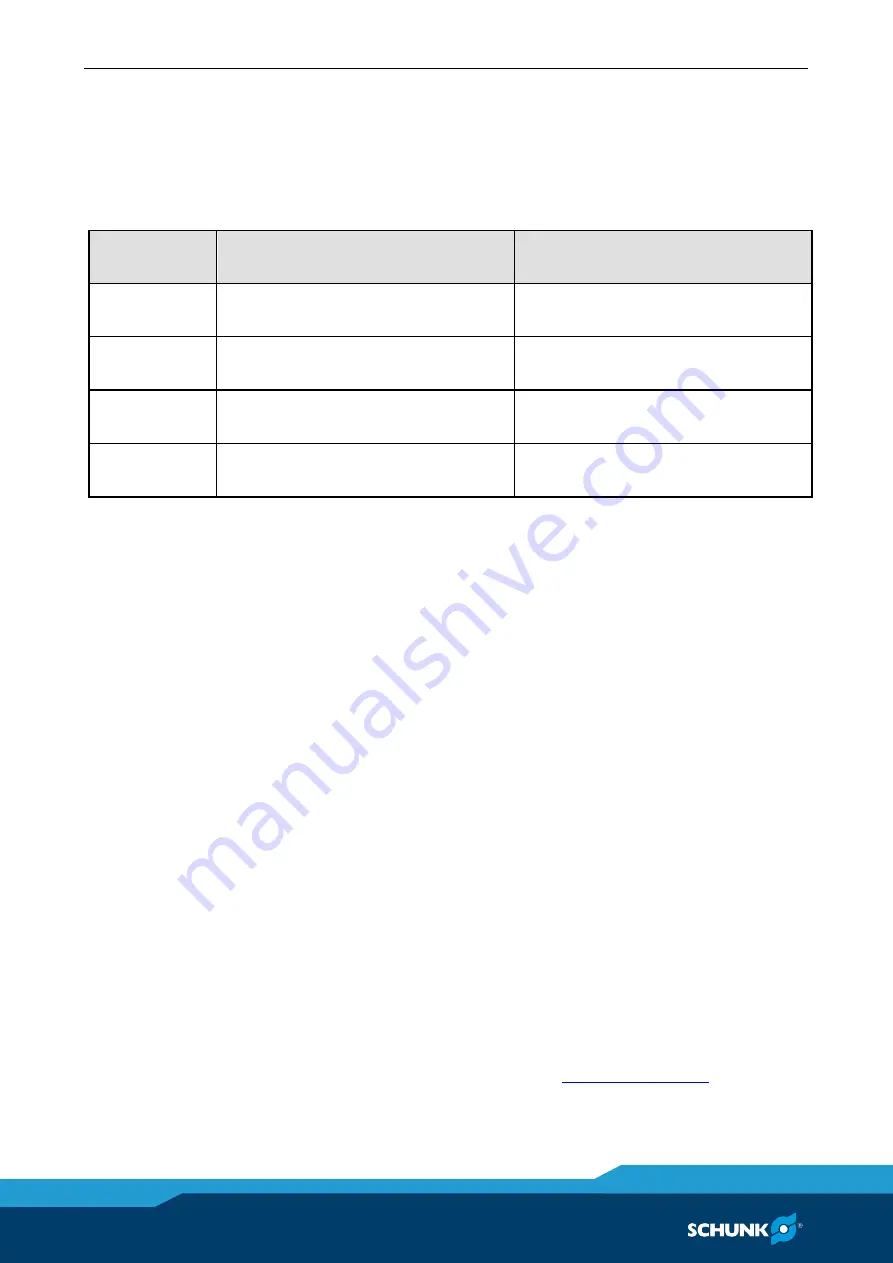
Overview of sizes, vario D
Size
Clamping range of the mandrel
Clamping range of the segmented
clamping sleeve
0
from Ø 20 to Ø 28
1 mm increments
±0.25
1
from Ø 26 to Ø 38
1 mm increments
±0.25
2
from Ø 36 to Ø 54
1 mm increments
±0.25
3
from Ø 50 to Ø 80
1 mm increments
±0.35
Collet chuck ROTA THW vario F
The collet chucks are especially suitable for clamping, where high
run-out accuracy is required.
The vario F lathe chuck can be used as a stop chuck for chuck
work.
The clamping heads consist of hardened steel segments vulcanized
together. These are characterized by "parallel workpiece
clamping", high accuracy with minimum deformation of the
workpieces, and fast set-up. When using the vario F as a stop
chuck, a workpiece stop is screwed into the chuck.
Due to the axial tensile forces during clamping, the workpiece is
firmly pulled onto the flexible stop. This results in a very stable
clamping of the workpiece even with the shortest clamping
lengths. In addition, the entire clamping device is reinforced,
which has an extremely positive effect on the service life of the
tools.
The vario F is a collet chuck that may only be used in a ROTA
THW vario 215-62.
The vario F is screwed onto the face of the power chuck and
operated hydraulically via a special adapter. The protective jaws
(item 82) move in the power chuck.
Simultaneous workpiece clamping with the power chuck and the
7.2
Summary of Contents for ROTA THWvario
Page 60: ...Assembly drawing 60 01 00 ROTA THW vario en US Assembly drawing ROTA THW vario 215 62 13 13 1 ...
Page 61: ...Assembly drawing 01 00 ROTA THW vario en US 61 ...
Page 62: ...Assembly drawing 62 01 00 ROTA THW vario en US Segmented mandrel ROTA THW vario D 13 1 1 ...
Page 63: ...Assembly drawing 01 00 ROTA THW vario en US 63 Collet chuck ROTA THW vario F 13 1 2 ...







































































