


























Commissioning and maintenance
02.00|ROTA TP |en
43
Commissioning and maintenance
Initial operation
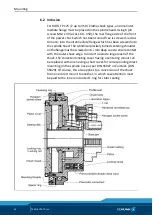
Check that the jaw guides and the piston of the ROTA TP-type
power chuck are sufficiently lubricated at the lubrication nipples
set into the base jaws; if not, relubricate the base jaws in the re-
tracted position with LINOMAX acid-free grease. When the chuck
is dried out, the clamping force is significantly reduced.
A locking screw with a hexagon socket is located on the front face
side of the chuck. Behind the locking screw, the pilot controlled
non-return valve controls the charging and exhausting of the two
pressure chambers and blocks the pressure toward the outside. It
is very important that the bore hole of the valve system is lightly
lubricated with oil so that the valve system can move easily. Too
much grease lubrication and dirt in the valve bore hole significantly
impair the function of the chuck and should be avoided.
NOTICE
When actuating the clamping device (clamping or releasing),
allow a short pause for ventilation between each shifting operation.
This ventilation pause must be at least 0.5 seconds, depending
on the length of the hose. We recommend using a 4/3 or 5/3
directional control valve for this (center position depressurized).
Note
Facing or skimming of the front-end power chuck is not permitted.
Drilling of the chuck on the front face side may be performed only
in accordance with the drilling patterns on the SCHUNK dimension
sheets.
7
7.1







































































