




















02.00 | KSH3 IM | Assembly and Operating Manual | en | 1477686
29
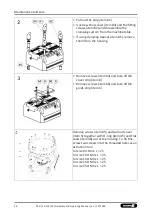
Assembly and connection
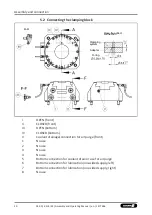
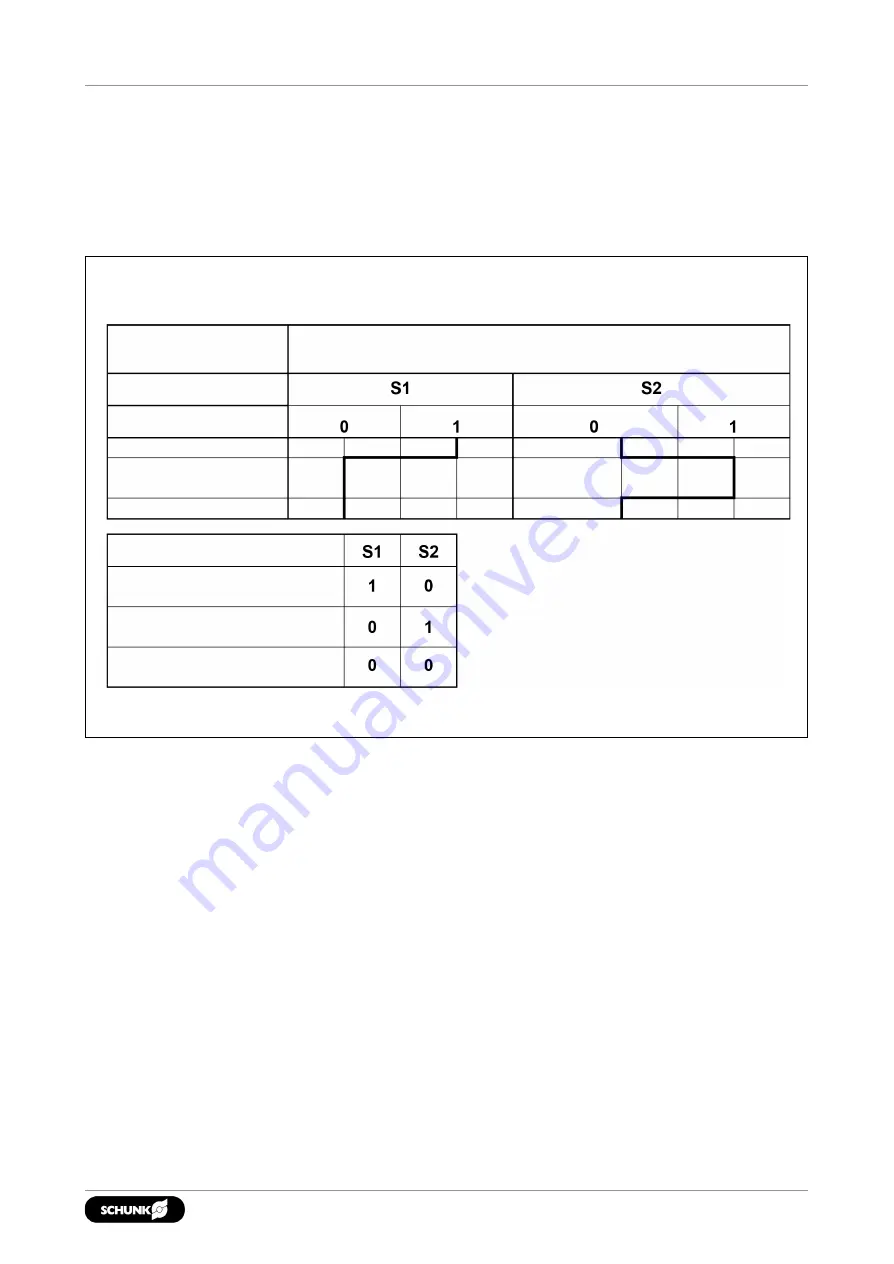
The circuit diagram and the functional diagram show the
recommended settings of the proximity switches for monitoring
"End position closed" and "Clamping position reached."
The circuit diagram can also be adjusted for monitoring "Stroke
end position open" and "Missed clamping position." The proximity
switches can also be individually adjusted on the retaining plate.
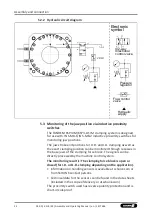
Fig.°7 Circuit diagram for internal workpiece clamping
clamping force block closed
Jaw end position closed
Clamping position
force block open
Jaw end position on clamping
proximity switch
Signal output
Jaw end position open
Clamping position
Jaw end position closed
Circuit diagram proximity switch
Circuit diagram and monitoring/control functions for internal workpiece clamping