





























REGOLAZIONI DI MESSA A PUNTO
MACHINE SETTING UP
5
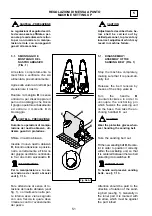
5 . 3 . ALLINEAMENTO GRUPPI
OPERATORI A RULLO
(FIG. 3-4)
Ogni volta che viene montato un
diverso nastro abrasivo sulla
macchina, occorre riallineare il
gruppo operatore al filo di lavo-
ro.
Arrestare completamente la
macchina e verificare che sia
alimentata pneumaticamente.
Misurare lo spessore del nastro
abrasivo con un calibro e ripor-
tare la misura sulla scala gra-
duata A (fig. 3) operando in
questo modo:
- Sbloccare la maniglia B.
- Ruotare la manopola C in sen-
so orario controllando che l’in-
dice si sposti fino alla misura
corrispondente allo spessore
del nastro. Così facendo il rul-
lo si alzerà andando a com-
pensare lo spessore della car-
ta.
- Il punto “0” sulla scala gra-
duata stabilisce lo “0” asso-
luto, cioè l’allineamento che
c’è tra il rullo e il filo di lavoro
senza nastro abrasivo. Questo
punto viene fissato in fabbri-
ca all’atto del collaudo. La
medesima operazione va ese-
guita con nastri di altro spes-
sore.
- Bloccare la maniglia B ad ope-
razione ultimata.
- Con macchina dotata di
posizionamento automatico
dei gruppi operatori (fig. 4)
selezionare sul quadro co-
mandi il gruppo operatore in-
teressato e ripetere le opera-
zioni descritte in precedenza.
5 . 3 .
ALIGNMENT OF THE
WORKING UNITS
EQUIPPED WITH
ROLLER (FIG. 3-4)
Whenever a different sanding
belt is assembled on the ma-
chine it is necessary to align
again the working unit with the
working table.
Stop the machine completely,
making sure that it is pneumati-
cally fed.
Gauge the sanding belt thick-
ness and indicate the measure
on the graduated scale A (fig.
3). Keep to the following instruc-
tions:
- Loosen handle B.
- Tur n knob C clockwise by
checking that index moves to
the value corresponding to the
belt thickness. In that way the
roller lifts and compensates
the paper thickness.
- Point “0” on the graduated
scale sets the absolute “0”,
i.e. the alignment between the
roller and the working table
without sanding belt. This
point is set in the factory dur-
ing the machine test. The
same operation should be car-
ried out with belts having dif-
ferent thicknesses.
- As soon as the operation is
over, lock handle B.
- When the machine is
equipped with a working unit
automatic positioning device
(fig. 4), select on the control
board the relevant operation
unit and repeat the operations
previously described.
Fig. Abb. 3
Fig. Abb. 4
5.7
A
B
C
A
B
C
INFORMAZIONI
Nel tempo la differente usura del
rullo in gomma rispetto al rullo
in acciaio comporta la necessità
di un controllo periodico dell’ al-
lineamento dei gruppi.
INFORMATION
As time passes the different
wear of the rubber roller with
respect to the steel roller
requires a periodical check of
the units alignment.







































































