

























4.7 COOLANT SYSTEM
The coolant reservoir has a capacity of ten (10) gallons (37.8 liters). One gallon of coolant is shipped with
the saw. For normal cutting, it should be mixed in a ratio of one part coolant to seven parts water. In
conditions of heavier cutting, the ratio of water should be reduced to five parts. We recommend using
only pure, synthetic, water soluble cutting oils. Petroleum based cutting oils will reduce the life of the
coolant pump considerably. We recommend pre-mixing the coolant before adding it to the saw.
When cutting alloy steels such as stainless steel, we recommend a special mix coolant designed for these
applications. For additional information on available coolants, SEE SECTION 10.6.
5.0 MAINTENANCE AND LUBRICATION
5.1 LUBRICATION
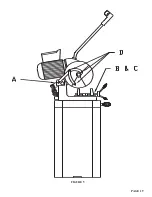
SEE FIGURE 5 ON THE FOLLOWING PAGE.
Before operating the saw, grease the pivot pins (A) and apply penetrating oil to the vise spindle and
guides (B and C). Once a week, grease all of the pivot pins and oil all of the rivet connections on the
guard linkage. Check the level of the fluid in the saw head checking the sight glass in the front of the head
casting. To add fluid, remove the breather plug next to the draw handle. On machines not equipped
with a breather, you have to remove the draw handle and add gear lubricant through this opening.
Clean the chips out of the vise every day and apply penetrating oil to the spindle and guide pins. Clear the
chips with a brush or similar device. DO NOT use compressed air. For additional information if your saw
is equipped with a power vise or power down feed option, SEE SECTIONS 7.1 THRU 7.2.
PAGE 18
Summary of Contents for CPO 350
Page 1: ...CPO 350 VARIABLE SPEED COLD SAW PRINTED SEPTEMBER 2014...
Page 7: ...PAGE 7 FIGURE 1...
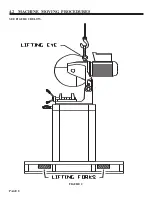
Page 8: ...4 2 MACHINE MOVING PROCEDURES SEE FIGURE 2 BELOW PAGE 8 FIGURE 2...
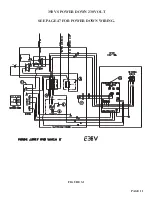
Page 11: ...PAGE 11 350 VS POWER DOWN 230 VOLT SEE PAGE 47 FOR POWER DOWN WIRING FIGURE 3 1...
Page 12: ...PAGE 12 350 VS MANUAL PK 230 VOLT FIGURE 3 2...
Page 13: ...PAGE 13 350 VS POWER DOWN 460 VOLT SEE PAGE 47 FOR POWER DOWN WIRING FIGURE 3 3...
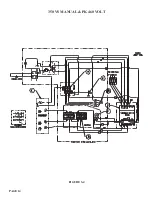
Page 14: ...PAGE 14 350 VS MANUAL PK 460 VOLT FIGURE 3 4...
Page 17: ...PAGE 17 FIGURE 4...
Page 19: ...PAGE 19 FIGURE 5...
Page 27: ...PAGE 27 FIGURE 8 FIGURE 9...
Page 29: ...PAGE 29 FIGURE 10...
Page 33: ...PAGE 33 FIGURE 12...
Page 35: ...PAGE 35 FIGURE 13...
Page 37: ...PAGE 37 FIGURE 14...
Page 39: ...PAGE 39 FIGURE 15...
Page 41: ...PAGE 41 FIGURE 16...
Page 43: ...PAGE 43 FIGURE 17...
Page 45: ...7 2F POWER DOWN FEED WIRING DIAGRAM Ser s 6425 Up PAGE 45 FIGURE 19...
Page 46: ...7 2G PNEUMATIC SCHEMATIC POWER DOWN MACHINES PAGE 46 FIGURE 20...
Page 47: ...THIS PAGE LEFT BLANK INTENTIONALLY PAGE 47...
Page 49: ...PAGE 49 FIGURE 21...
Page 51: ...PAGE 51 FIGURE 22...
Page 55: ...PAGE 55 FIGURE 23...
Page 59: ...PAGE 59 FIGURE 25...
Page 61: ...PAGE 61 FIGURE 26...
Page 63: ...PAGE 63 FIGURE 27...
Page 65: ...PAGE 65 FIGURE 28...
Page 67: ...PAGE 67 FIGURE 29...
Page 69: ...PAGE 69 FIGURE 30...
Page 71: ...PAGE 71 FIGURE 31...
Page 73: ...PAGE 73 FIGURE 32...
Page 75: ...PAGE 75 FIGURE 33...
Page 77: ...PAGE 77 FIGURE 33...
Page 79: ...PAGE 79 FIGURE 34...
Page 81: ...PAGE 81 FIGURE 35...
Page 83: ...PAGE 83 FIGURE 36...
Page 85: ...PAGE 85 FIGURE 37...
Page 87: ...PAGE 87 FIGURE 38...
Page 89: ...PAGE 89 FIGURE 39...
Page 91: ...PAGE 91 FIGURE 40...
Page 93: ...PAGE 93 FIGURE 41...







































































