














Page 26
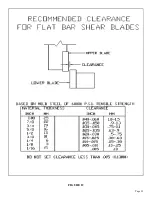
In mild steels, material thicknesses of 1/4 inch through 5/8 inch should have a total punch to die
clearance of 1/32 inch. (Punch di 1/32" = Die diameter.)
3/4 inch thick mild steel should have a minimum of 1/16 inch clearance. (Punch di 1/16" = Die
diameter.) In thin materials, the recommended punch to die clearance is 1/10 of the material thickness.
We do not recommend less than 1/64 inch total clearance, due to working clearances necessary in the
punch ram and the punch bushing.
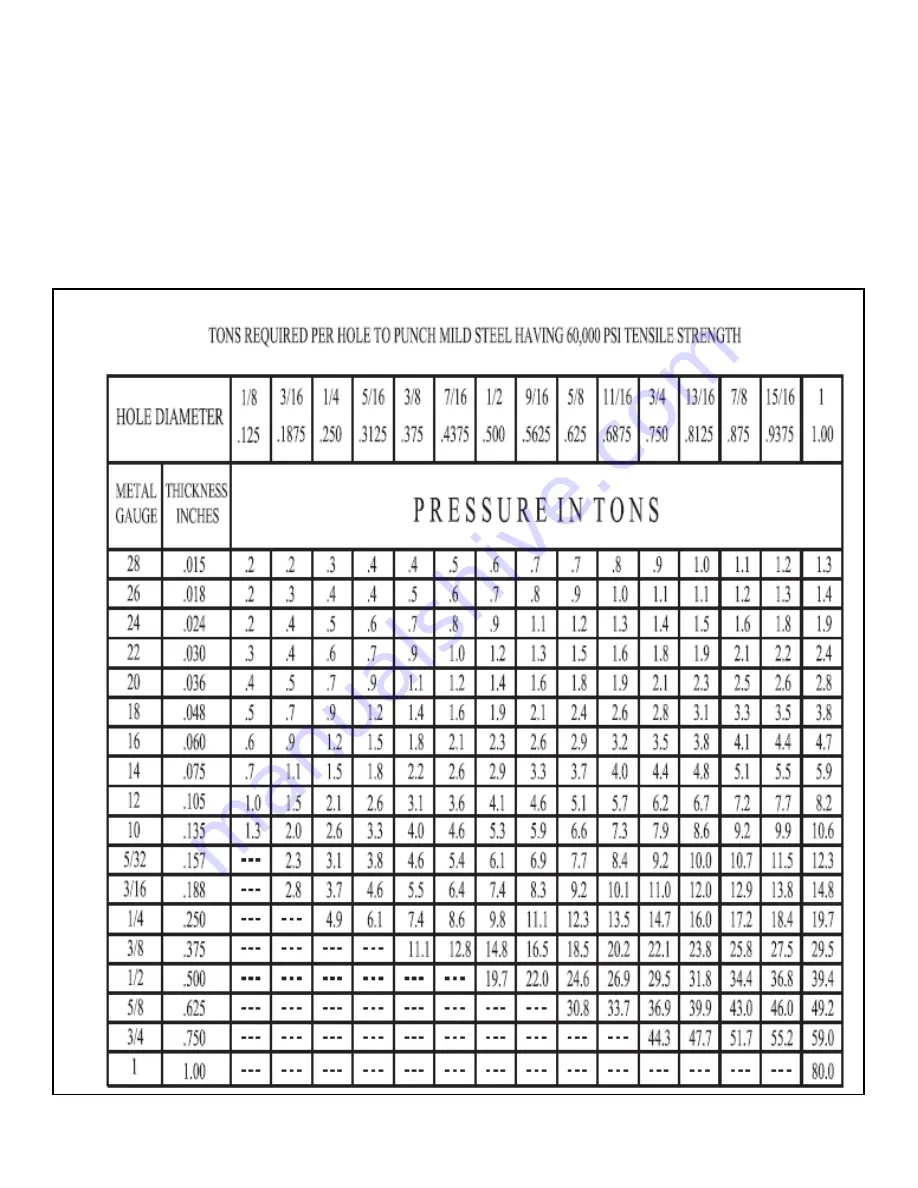
For capacities, REFER TO THE PUNCH TONNAGE CHART IN FIGURE 9 BELOW.
FIGURE 9
Summary of Contents for IRONWORKER 6509-24M
Page 1: ...Page 1 MODEL 6509 24M IRONWORKER PRINTED MARCH 2005...
Page 9: ...Page 9 FIGURE 1...
Page 17: ...Page 17 FIGURE 5...
Page 19: ...Page 19 FIGURE 6...
Page 21: ...Page 21 FIGURE 7...
Page 31: ...Page 31 FIGURE 11...
Page 33: ...Page 33 FIGURE 12...
Page 35: ...Page 35 FIGURE 13...
Page 39: ...Page 39 FIGURE 15...
Page 41: ...Page 41 FIGURE 16...
Page 47: ...Page 47 FIGURE 20...
Page 51: ...Page 51 FIGURE 22...
Page 55: ...Page 55 FIGURE 25...
Page 59: ...Page 59 FIGURE 27...
Page 69: ...Page 69 FIGURE 30...
Page 71: ...Page 71 FIGURE 31...
Page 75: ...Page 75 FIGURE 34...
Page 79: ...Page 79 FIGURE 37...
Page 81: ...Page 81 FIGURE 38...
Page 85: ...Page 85 FIGURE 40 Serial s 5035FF1094 to 7124FF103...