






2.1. INTRODUCTION
Compact lightweight unit suitable for ARC welding using scratch-start method. Automatic Arc-Force circuitry makes the unit suitable
for a wide variety of rods including rutile, basic and stainless from Ø1.6mm up to Ø4mm. Also includes thermal cut-out and mains voltage
leds. Compatible for generator use. Fitted with Hot-Start system to counter electrode sticking during scratch starting. Supplied in tough
composite carry-case with 10mm² arc welding accessory kit. IP21 rated.
2.2. DESCRIPTION
These welding machines are a power source for ARC welding, made specifically for direct current (dC). The specific characteristics of
the “INVeRTeR” system provide high speed and precise regulation, ensuring a high quality result for all stick electrode welding.
The “INVeRTeR” system, regulated at the input of the primary mains, also allows for a drastic reduction in the volumes of both the
transformer and the reactance. This reduction in volume and weight enhances the mobility of the machines. The units have power
modules which have been developed on a special printed circuit designed to maximise reliability and reduce maintenance.
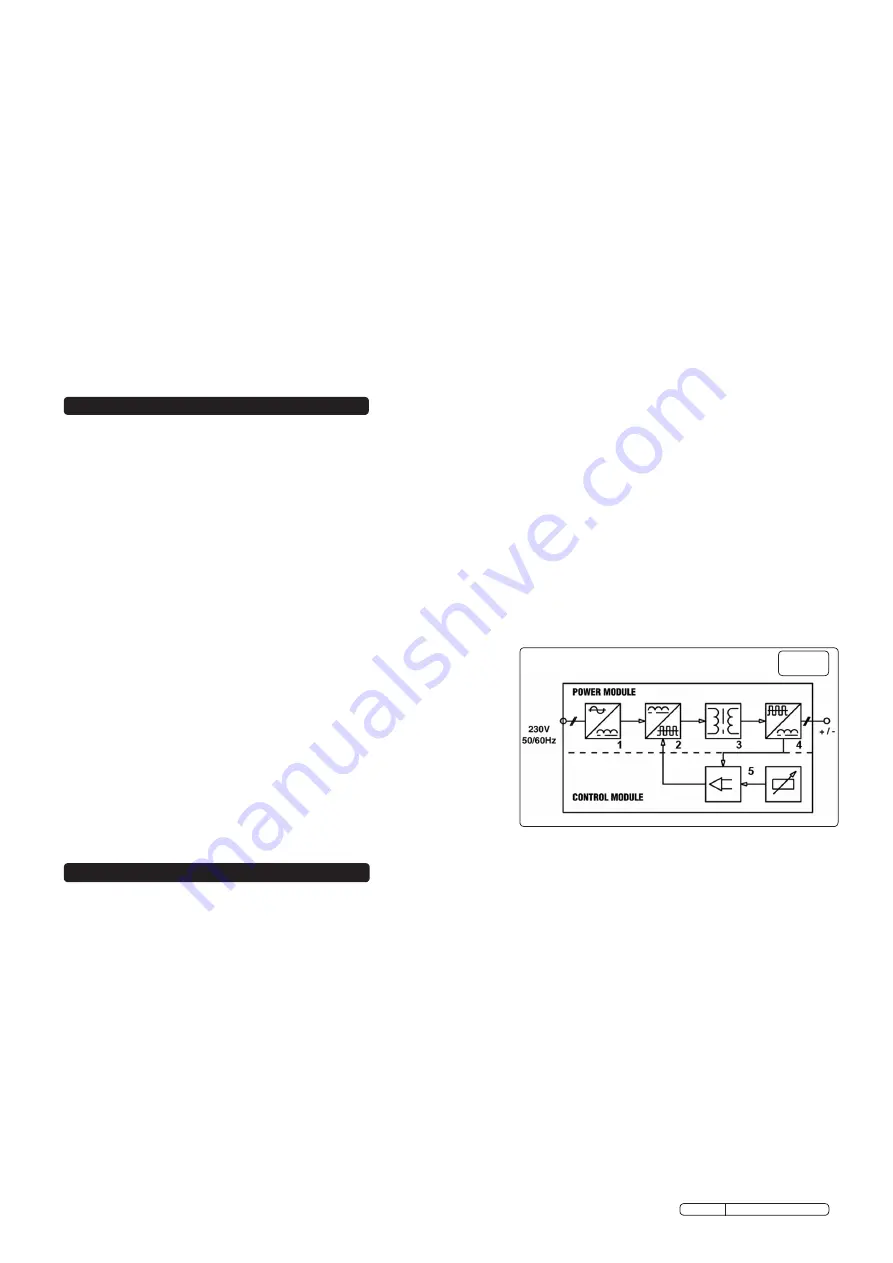
2.3. CIRCUIT SYSTEM DESCRIPTION Refer to fig. 1.
2.3.1. Mains input (single phase), rectifier unit and condenser.
2.3.2. Transistors and drivers switching bridge (IGBT). Turns the mains rectified voltage into high frequency alternating voltage and permits
power regulation according to the current/voltage of the weld.
2.3.3. High frequency transformer: The primary windings are fed by the voltage
converted by Block 2. It has the function of adapting voltage and current to
the values required by the ARC welding procedure and, simultaneously,
isolates the welding circuit form the mains.
2.3.4. Secondary rectifier bridge with inductance. Changes the alternating current
supplied by the secondary windings into direct current.
2.3.5. electronic and regulation board: Instantly checks the value of the welding
current against that selected by the user. It modulates the commands of the
IGBT drivers, which control regulation. The control board also determines the
dynamic response of the current transient during the phases of electrode
fusion (instant short circuit), and is responsible for the safety system.
2. DESCRIPTION
3. SPECIFICATION
3.1.
SPECIFICATION
Model No. .......................................................................................................................MW175
Peak Power: ...................................................................................................................195A
output: ............................................................................................................................15 - 170A
duty Cycle: .....................................................................................................................8% @ 160A
electrode Capacity: ........................................................................................................Ø1.6 - 4.0mm
Max Absorbed Power: ....................................................................................................5kW
Mains Voltage: ................................................................................................................230V - 1PH
Insulation Class: .............................................................................................................F
Protection:.......................................................................................................................IP21
Weight: ............................................................................................................................5.5kg
fig.1
operators must receive adequate training before using the inverter.
WARNING: When unit is switched off the short-circuit light will come on for 10-15 seconds whilst capacitor discharges. DO NOT open unit until
light goes out.
DO NOT
operate the inverter if it or the cables are damaged.
DO NOT
use welding cables over 10m in length.
DO NOT
attempt to fit any unapproved electrode holder, components, or parts to the inverter unit.
DO NOT
connect the return cable to any metallic structure which is not part of the workpiece. This will jeopardise weld quality and may
be dangerous.
Exception:
Metallic work bench, but connect as near to weld as possible.
DO NOT
hit the electrode on the workpiece, this may damage the electrode and make strike-up difficult.
DO NOT
get inverter wet or use in damp or wet locations or areas where there is condensation.
DO NOT
weld without a welding safety head shield.
DANGER! DO NOT weld near flammable materials - solids, liquids, or gases.
DO NOT
weld containers or pipes which have held flammable materials - gases, liquids or solids. Avoid operating on materials cleaned
with chlorinated solvents or near such solvents.
DO NOT
pull the inverter by the cables, or the electrode holder.
DO NOT
bend, strain or stand on cables.
DO NOT
place cables where they will endanger others. long lengths of slack must be gathered and neatly coiled.
DO NOT
touch the workpiece close to the weld as it will be very hot. Allow to cool.
DO NOT
touch the torch immediately after use. Allow the electrode holder to cool.
DO NOT
operate the inverter whilst tired or under the influence of drugs, alcohol or intoxicating medication.
When not in use, store the inverter in a safe, dry, childproof area.
Original Language Version
MW175 Issue No.1 27/10/11







































































