




8
DO NOT
weld where solvent vapours can be drawn into the welding or cutting atmosphere or where the radiant energy can penetrate to
atmospheres containing even minute amounts of trichloroethylene or perchloroethylene.
9
Prevent dangerous conditions arising by providing adequate ventilation.
NEVER
ventilate with oxygen.
▲
DANGER!
Lead-, cadmium-, zinc-, mercury- and beryllium-, bearing materials, when welded (or cut) may produce harmful
concentrations of toxic fumes. Adequate local exhaust ventilation must be used, or each person in the area as well as the operator
must wear an air- supplied respirator. For beryllium, both must be used. Metals coated with or containing materials that emit toxic fumes
should not be heated unless coating is removed from the work surface, the area is well ventilated, or the operator wears an air-supplied
respirator.
8
DO NOT
work in an unventilated confined space. If necessary, wear an air-supplied respirator.
WARNING!:
Generator engine exhaust must be vented to the outside air. Carbon monoxide can kill.
1.2.3.
Protection from Arc
WARNING!:
Use welding head shield to protect eyes and avoid exposing skin to ultraviolet rays given off by electric arc. Looking at
an arc momentarily with unprotected eyes (particularly a high intensity gas-shielded arc) can cause a retinal burn that may leave
a permanent dark area in the field of vision.
9
Before welding whilst wearing contact lenses, seek advice from your optician.
9
Avoid unintentional contact with workpiece. Accidental or uncontrolled arcing on the electrode holder may be dangerous.
8
DO NOT
hit the electrode on the workpiece, this may damage the electrode and make strike-up difficult.
9
Wear safety welding gauntlets.
1.2.4.
Welding Environment.
9
Locate the inverter in a suitable work area.
9
See Section 11 regarding Electromagnetic Compatibility.
9
Keep the work area clean and tidy and free from unrelated materials. Also ensure that the work area has adequate lighting.
8
DO NOT
get inverter wet or use in damp or wet locations or areas where there is condensation.
9
First aid facilities and a qualified first aid person should be available during welding operations.
9
For production welding, a separate room or enclosed bay should be provided. In open areas, surround the operation with low reflective,
non-combustible screens or panels. Allow for free air circulation, particularly at floor level. Provide face shields for all persons who will
be looking directly at the weld. Before starting to weld, make sure that screen or bay doors are closed.
9
Always ensure that there is full free air circulating around the outer casing of the machine, and that the louvres are unobstructed.
1.2.5.
Fire Hazard
WARNING:
Be aware that flying sparks or falling slag can pass through cracks, along pipes, through windows or doors, and
through wall or floor openings, out of sight of the operator. Sparks and slag can fly 10m.
8
DO NOT
weld within 10 metres of combustible materials (including building construction materials).
8
DO NOT
weld adjacent to openings (concealed or visible) in floors or walls within 10m that can expose combustibles to sparks.
8
DO NOT
weld near to walls, ceilings, roofs or metal partitions where there are combustibles that can be ignited by radiant or
conducted heat.
9
Have suitable fire extinguishing equipment available and someone to use it during welding operations and for some time after
welding ceases. After work is done, check that area is free of sparks, glowing embers, and flames.
1.3.
PRODUCT CARE & MAINTENANCE
8
DO NOT
attempt to fit any unapproved electrode holder, components, or parts to the inverter unit.
9
Keep the inverter clean for best and safest performance.
WARNING:
If the case is opened for maintenance or repair, wait 10-15 seconds after the unit is switched off for the capacitor to discharge.
2. INTRODUCTION
Compact and lightweight unit, suitable for arc welding and TIG using the lift start method. Unit can arc weld a variety of rods including rutile, basic
and stainless from Ø1.6mm up to Ø5mm (see table below). Features thermal cut-out protection. Portability allows the welder to be taken to the job
at hand, ideal for the mobile technicians. Supplied with 2m 16mm² cable with electrode holder and 2m 16mm² earth clamp and cable, both with 35-
70 quick connectors. Forced air cooling system. Optional TIG accessory kit available Model No. TIG10S.
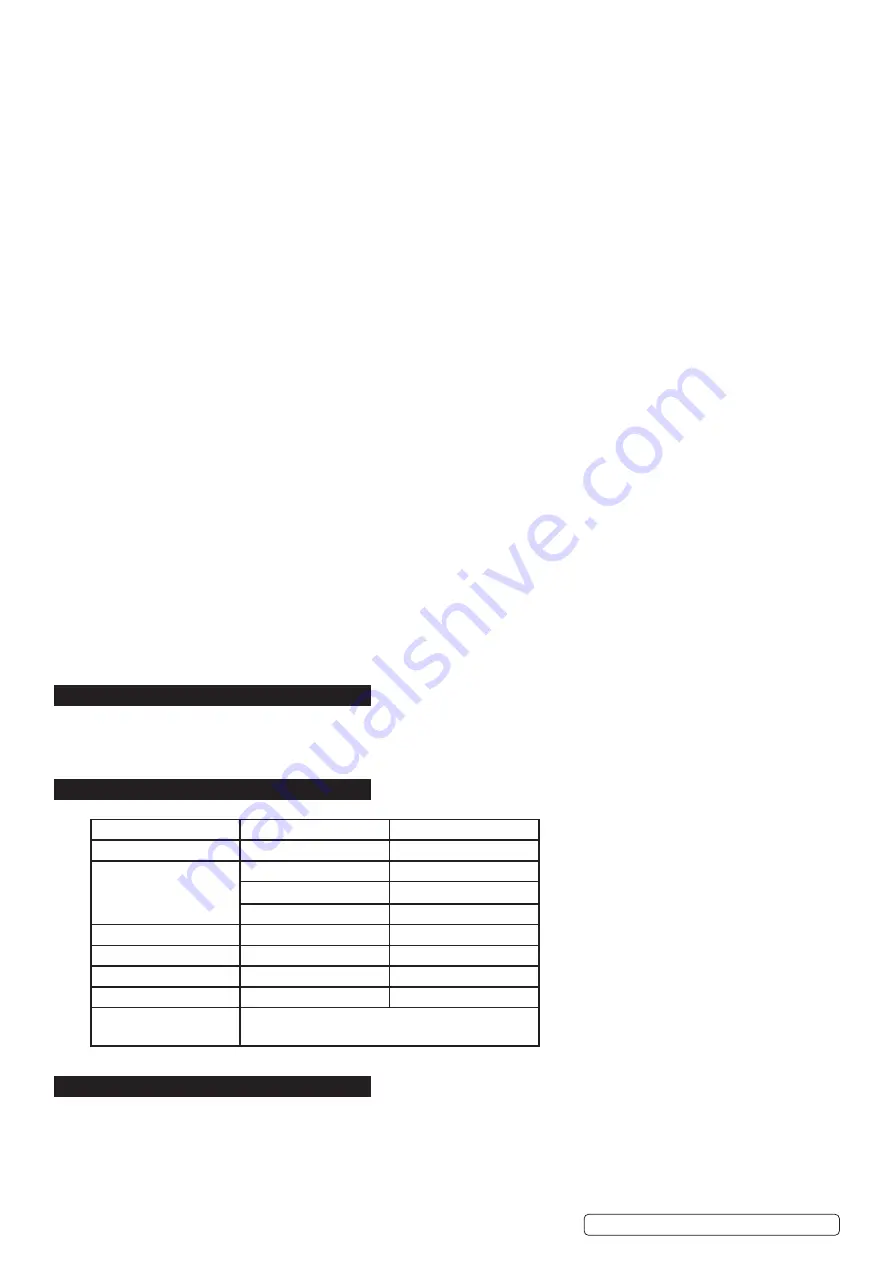
3. SPECIFICATION
Model No.
MW180i
MW200i
Welding Current
20-180A
20-200A
Duty Cycle
100%@80A
100%@89A
60%@104A
60%@115A
20%@180A
20%@200A
Electrode Capacity
Ø1.6-4.0mm
Ø1.6-5mm
Absorbed Power
6.5kW
9.2kW
Supply
230V
230V
Protection
IP21S
IP21S
TIG Accessory Kit
(Optional)
TIG10S - Inverter TIG Welding Torch 16mm²
4. PREPARATION
WARNING!
Ensure that the inverter is not plugged into the mains power supply before connecting or disconnecting cables.
For electrical installation, see Safety Instructions (Section 1).
WARNING!
Failure to follow the electrical safety instructions may affect the operating performance and could damage the
built-in safety system which, in turn, could result in personal injury or fatality and will invalidate the warranty.
Original Language Version
© Jack Sealey Limited
MW180i, MW200i Issue:1 24/11/21







































































