






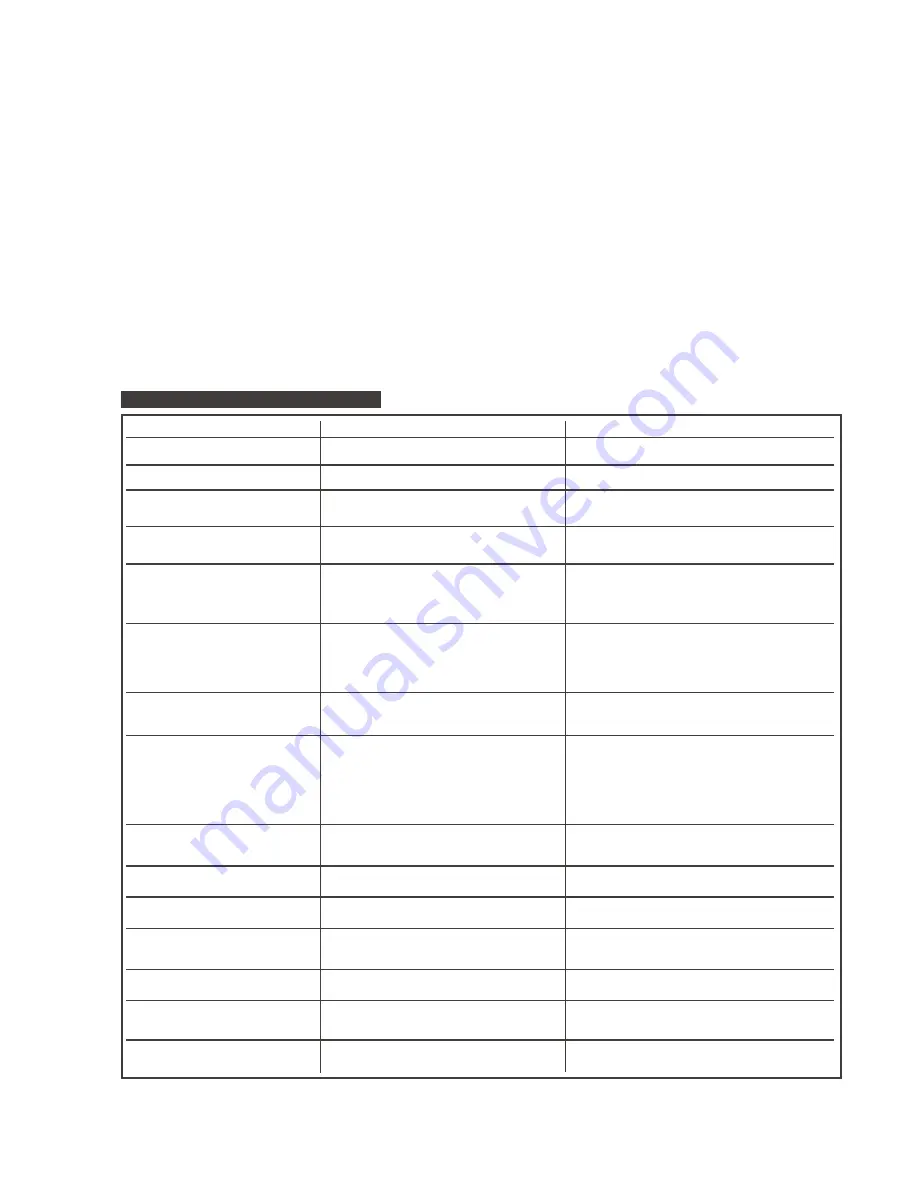
1. Power source stops
2. No weld current, fuse blowing in 13amp plug
3. No weld current
4. Feed motor not working, lamp is on
5. Wire does not feed, feed roller rotates
6. Wire feeds unevenly.
7. Unstable arc.
8. Porous weld
9. Electrode sticking in gas cup (nozzle)
10. Irregular weld head
11. Weld bead too narrow and raised
12. Weld bead too wide
13. Poor penetration
14. Excessive penetration
15. Fuse blowing
Overheating protection activated due to overload
Rectifier blown
Bad connection between clamp & workpiece
Break in earth lead
Break in torch lead
Fuse blown
Gear damaged or worn
Motor defective
Pressure roller improperly adjusted
Dirt, copper, dust, etc, have collection in torch liner
Gas cup (Nozzle) or tip defective
Deformed wire
Dirt, etc, in liner
Gas cup (Nozzle) or Tip defective
Gas cup (Nozzle) spattered
Feed roller groove clogged
Feed roller groove deformed
Pressure roller tension improper
Incorrect settings
Impurities in weld area
Worn or defective gas cup (nozzle)
No gas
Gas cup clogged
Draft blowing away shielding gas
Rusty or dirty joints
Torch too far from or at wrong angle to work
Gas leak
Worn or defective gas cup (nozzle)
Electrode deformed
Wire speed too slow
Torch incorrectly held
Wire weaving in weld pool
Weld current too high
Weld speed too low
Weld current too high
Weld speed too low
Arc too long
Weld current too high
Arc too long
Weld current too high
weld speed too slow
incorrect distance of torch to workpiece
Tension too great
Gas cup contact tip clogged
PROBLEM
POSSIBLE CAUSE
REMEDY
(Numbers refer to chapter and item heading)
7. TROUBLESHOOTING
Protection automatically resets when transformer has cooled
(about 15 min).
Replace rectifier.
Clean or grind contact surface and weld area.
Repair or replace earth lead.
Repair or replace torch.
Replace fuse 1.5 amp. (6.8).
Replace gears. (6.7).
Replace motor (Contact service agent).
Adjust tension.
Clean the liner from the machine forward. Use compressed air.
If too much dirt, replace the liner. (6.6).
Replace gas cup (nozzle) and/or tip. (6.4. & 6.5).
Check roller tension and adjust it if necessary (3.4).
Clean the liner from the machine forward. Use compressed air.
Replace gas cup (nozzle) and/or tip. (6.4 & 6.5).
Clean or replace gas cup (nozzle) (6.5).
Clean feed roller. (6.3).
Replace feed roller. (6.3).
Adjust tension. (3.4).
Use recommended settings. (4.1.2).
Clean and/or grind workpiece. (4.1.1).
Replace gas cup (nozzle). (6.5).
Open gas cylinder, regulate gas flow.
Clean or replace cup. (6.5).
Screen off welding site or increase gas flow.
Clean or grind the workpiece (4.1.1).
The distance from gas cup to workpiece should be 8-10mm
and torch angle 60
0
. (Chapter 5).
Check hoses, connections and torch assembly. (6.2).
Press the gas cup in correction position.
Replace gas cup (nozzle). (6.5).
Check roller tension. (3.4).
See recommendations for wire speed. (4.1.2).
Use torch angle 60
0
. (chapter 5).
Check roller tension and adjust as needed. (3.4).
Increase voltage and wire speed. (see 4.1.2.).
Move torch slower and weave a little more.
Decrease voltage and wire speed. (see 4.1.2.).
Move torch faster and weave less.
Bring torch closer to workpiece.
Increase voltage and wire speed. (see 4.1.2.).
Bring torch closer to workpiece.
Decrease voltage and wire speed. (see 4.1.2.).
Move torch faster.
Torch distance should be 8-10mm.
Release tension. (3.4).
Clean gas cup and contact tip. (6.4. & 6.5).
6. 4. Contact Tip
(to remove tip follow steps in 3.3.6. and to replace 3.3.9. a & b very carefully).
The contact tip is a consumable item and must be replaced when the hole becomes enlarged or oval. The contact tip
MUST
be kept free from
spatter to ensure an unimpeded flow of gas.
6.5. Gas
Cup
(to remove cup follow steps in 3.3.6. and to replace 3.3.9. a & b very carefully).
The gas cup must also be kept clean and free from spatter. Build up of spatter inside the gas cup can cause a short circuit at the contact tip
which will result in either the fuse blowing on the printed circuit card, or expensive machine repairs. To keep the contact tip free from spatter, we
recommend the use of Sealey anti-spatter spray (MIG/722307) available from your Sealey Dealer.
6. 6. Replacing the Liner
Wind the wire back on to the spool and secure it. Unscrew the torch from the machine and undo the brass nut. The liner should now
be visible. Pull it out and replace with a new one.
6. 7. Changing gears
An inexperienced welder can allow spatter to build up in the tip and shroud. In severe cases this can block the feed causing gear stripping
in the drive motor. To check if the gears are worn depress the button on the torch with the set switched on. If the gears are warn, a grating sound
will be heard coming from the wire feed motor, you may also observe the feed roller vibrating instead of rotating. Should this be the case, open
the gearbox, remove the worn or damaged gears and replace with new ones.
6. 8. Changing Fuses
The fuse is located on the circuit board and is mainly blown for the following reasons:
3
Spatter collecting in the gas cup, causing contact tip to short circuit.
3
Wire tension is too great.
3
A sudden surge of current.
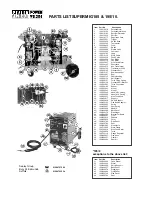
Supermig185, 195/9, 0051 (2) 180900







































































