






4.3
TIG CONNECTIONS.
“TIG” TORCH CABLE.
Dinse plug at the end of the torch cable will be connected to the
negative socket (-)
on the front panel (see fig.2 item 7).
WORK CLAMP CABLE.
Dinse plug at the end of the clamp cable will be connected to the
positive socket (+)
on front panel (see fig.2 item 6).
(
*
)
Please note that the way the welding cables are connected to the inverter for ordinary ARC welding may be different to the way the cables
are connected for standard TIG welding. Whilst most stick electrodes are connected to the positive terminal certain types need to be connected
to the negative terminal. It is therefore essential that the user refers to the manufacturer’s instructions for the electrodes to ensure that the
correct polarity is selected.
4.4
ARC CONNECTIONS.
(Requires optional ARC Accessory Kit INV/16)
4.4.1
ELECTRODE HOLDER.
Plug at the end of electrode cable
will normally (*)
be connected to the
positive socket (+)
on the front panel (see fig.2 item 6).
4.4.2
WORK CLAMP CABLE.
Plug at the end of the clamp cable
will normally (*)
be connected to the
negative socket (-)
on the front panel (see fig.2 item 7).
4.9 CARRYING STRAP.
If not already fitted, follow the carrying strap
assembly as pictured in figure 7.
fig 7
4.5 CONNECTING THE GAS.
4.5.1 When using Argon or Argon mixtures fit the Bull Nose Adaptor supplied to the cylinder with a spanner.
4.5.2 Fit the gas regulator onto the Bull Nose Adaptor (see fig.6).
4.5.3 Using the clear tubing supplied connect the regulator to the gas inlet on the back of the inverter (see fig.2 - 13). Hold the
tubing securely in place on each connector by using the worm drive clamps supplied.
4.5.4 Open the regulator before opening the cylinder valve. Test for leaks.
4.5.5 Set the gas flow to suit the welding parameters required. See tables below for general guidance.
4.5.6 If necessary the gas flow can be adjusted during welding using the regulator knob.
fig 6
4.6
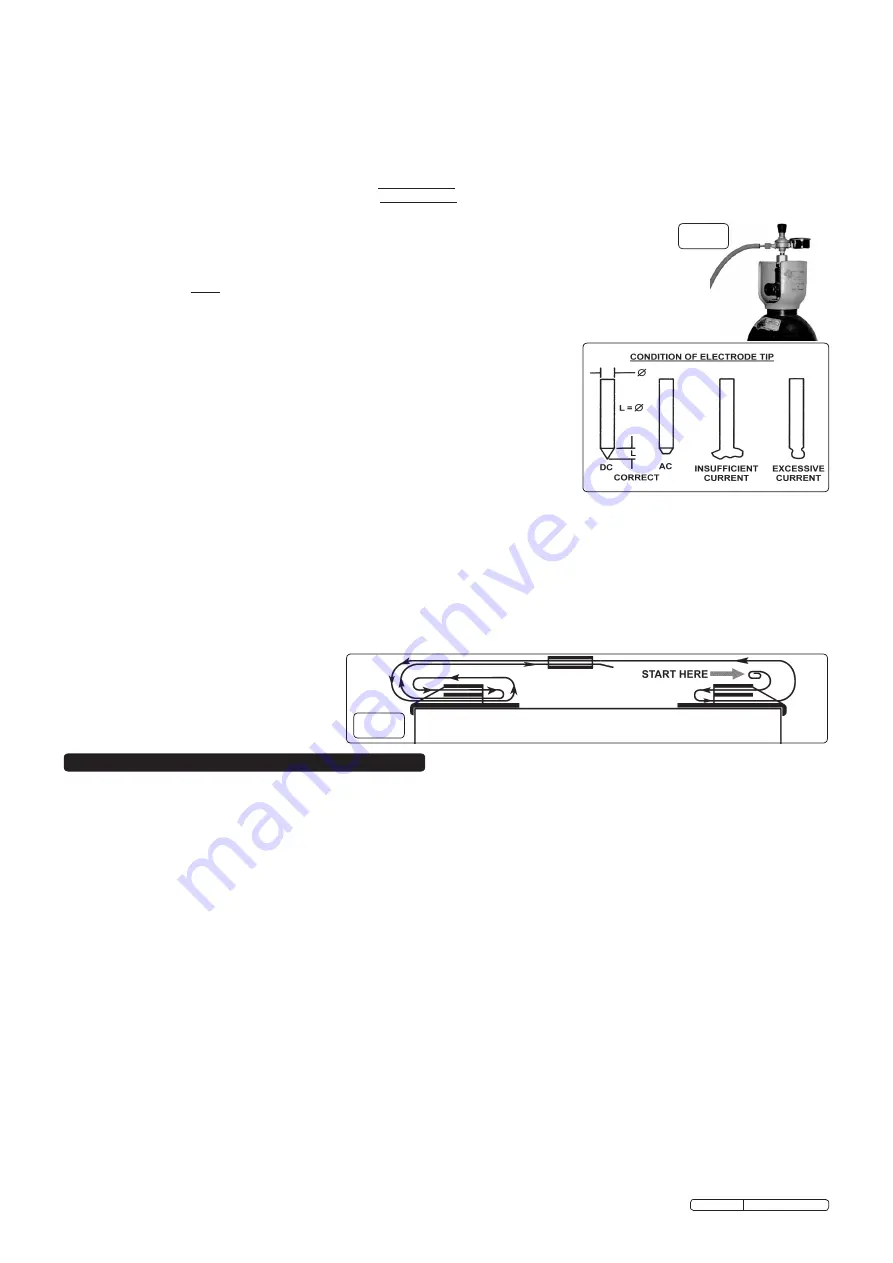
PREPARATION AND CHOICE OF ELECTRODE.
In order to produce a good weld it is important to
choose an electrode of the correct diameter for the current to be used. For a general guide to the
settings to be used with particular diameters of electrodes please refer to the tables below. The
electrode will normally protrude from the ceramic nozzle by 2 to 3mm but in order to gain access to
inaccessible areas such as internal corners the electrode can be made to protrude by up to 8mm.
The chosen electrode should be sharpened axially on a grinding wheel as indicated in the diagram to
the right. The tip should be perfectly concentric in order to avoid arc deviations. The condition of the
electrode should be regularly inspected to maintain it in peak condition.
4.7
PREPARATION OF THE WORKPIECE.
For a good weld it is important that the workpiece is
thoroughly cleaned so that no oxides, oil, grease or solvents remain on the surface of the material.
4.8
TIG WELDING PARAMETERS.
TIG WELDING PARAMETERS FOR STAINLESS STEEL
TIG WELDING PARAMETERS FOR DEOXIDISED COPPER
Thickness Current Electrode
Nozzle
Argon Filler Rod
Thickness Current Electrode
Nozzle
Argon Filler Rod
(mm)
( A )
(diam mm) (diam mm) ( L/min ) (diam mm)
(mm)
( A )
(diam mm) (diam mm) ( L/min ) (diam mm)
0.5 - 0.8
15 - 30
1
6.5
3
---
0.5 - 0.8
20 - 30
1
6.5
4
---
1
30 - 60
1
6.5
3 - 4
1
1
80 - 100
1.6
9.5
6
1.5
1.5
70 -100
1.6
9.5
3 - 4
1.5
1.5
110 - 140
1.6
9.5
6
1.5
2
90 - 110
1.6
9.5
4
1.5 - 2.0
2.5
110 - 130
1.6
9.5
5
1.5 - 2.0
3
120 - 150 1.6 - 2.4
9.5
5 - 6
2 - 3
5. ELECTROMAGNETIC COMPATIBILITY
THIS EQUIPMENT IS IN CONFORMITY WITH THE EUROPEAN STANDARD EN 50199 : - ELECTROMAGNETIC COMPATIBILITY OF ARC WELDING
EQUIPMENT AND SIMILAR PROCESSES (e.g. ARC AND TIG WELDING )
5.1
PROTECTION AGAINST INTERFERENCE (E.M.C.).
The emission limits in this standard may not, however, provide full protection against interference to
radio and television reception when the welding equipment is used closer than 30m to the receiving antenna. In special cases, when highly susceptible
apparatus is being used in close proximity, additional mitigation measures may have to be employed in order to reduce the electromagnetic emissions. At
the same time there could occur some potential difficulties in having electromagnetic compatibility in a non-industrial environment (e.g. in residential areas).
Therefore it is most important that the welding equipment is used and installed according to the following instructions:
5.2
INSTALLATION AND USE.
The user is responsible for installing and using the welding equipment according to these instructions. If electromagnetic
disturbances are detected, then it shall be the responsibillity of the user of the welding equipment to resolve the situation with the technical assistance of
the supplier. In some cases this remedial action may be as simple as earthing the circuit (see Note *). In other cases it could involve constructing an
electromagnetic screen enclosing the welding power source and the work complete with associated input filters. In all cases the electromagnetic
disturbances shall be reduced to the point where they are no longer troublesome.
Note *
The welding circuit may or may not be earthed for safety reasons. Changing the earthing arrangements should only be authorised by a person who
is competent to assess whether the changes will increase the risk of injury, e.g. by allowing parallel welding circuit return paths which may damage the
earth circuits of other equipment. Further guidance is given in IEC 974-13,’Arc welding equipment - Installation and use.’
5.3
ASSESSMENT OF AREA.
Before installing welding equipment the user shall make an assessment of potential electromechanical problems in the
surrounding area. The following shall be taken into account :
a) Other supply cables, control cables, signalling and telephone cables, above, below and adjacent to the welding equipment.
b) Radio and television transmitters and receivers.
c) Computer and other control equipment.
d) Safety critical equipment,e.g. Security monitoring of industrial equipment.
e) The health of people in the vicinity, e.g. Persons fitted with a pacemaker or hearing aid.
f) Equipment used for calibration or measurement.
g) The immunity of other equipment in the environment. The user shall ensure that other equipment being used in the environment is compatible. This may
require additional protective measures.
h) The time of day that welding and other activities are to be carried out.
i) The size of the surrounding area to be considered will depend on the structure of the building and other activities that are taking place. The surrounding
area may extend beyond the boundaries of the premises.
5.4
MAINS SUPPLY.
The Inverter should be connected to the mains supply according to these instructions. If interference occurs, it may be necessary to take
additional precautions such as filtering of the mains supply. Consideration should also be given to shielding the supply cable of permanently installed
welding equipment, in metallic conduit or equivalent. This shielding should be connected to the welding power source so that good electrical contact is
maintained between the conduit and the welding power source enclosure.
Original Language Version
TIG160HF Issue: 1 - 31/10/11







































































