






11. RATINGS PLATE SYMBOLS
10. ELECTROMAGNETIC COMPATIBILITY
10.1 THIS EQUIPMENT IS IN CONFORMITY WITH THE EUROPEAN STANDARD EN 50199 : - ELECTROMAGNETIC COMPATIBILITY OF ARC WELDING
EQUIPMENT AND SIMILAR PROCESSES (e.g. ARC AND PLASMA CUTTING )
10.2
Protection against interference. (E.M.C.)
The emission limits in this standard may not, however, provide full protection against interference to radio and
television reception when the welding equipment is used closer than 30m to the receiving antenna . In special cases, when highly susceptible apparatus is
being used in close proximity, additional mitigation measures may have to be employed in order to reduce the electromagnetic emissions. At the same time
there could occur some potential difficulties in having electromagnetic compatibility in a non-industrial environment. (.eg. in residential areas. ) Therefore it
is most important that the welding equipment is used and installed according to the following instructions.
10.3
Installation and use.
The user is responsible for installing and using the welding equipment according to these instructions. If electromagnetic
disturbances are detected, then it shall be the responsabillity of the user of the welding equipment to resolve the situation with the technical assistance of
the supplier. In some cases this remedial action may be as simple as earthing the circuit (see Note * ). In other cases it could involve constructing an
electromagnetic screen enclosing the welding power source and the work complete with associated input filters. In all cases the electromagnetic
disturbances shall be reduced to the point where they are no longer troublesome.
Note * :
The welding circuit may or may not be earthed for safety reasons. Changing the earthing arrangements should only be authorised by a person who
is competent to assess whether the changes will increase the risk of injury, e.g. by allowing parallel welding circuit return paths which may damage the
earth circuits of other equipment. Further guidance is given in IEC 974-13,Arc welding equipment - Installation and use. ( Under preparation )
10.4
Assessment of area.
Before installing welding equipment the user shall make an assessment of potential electromechanical problems in the surrounding
area. The following shall be taken into account :
a) Other supply cables, control cables, signalling and telephone cables, above, below and adjacent to the welding equipment.
b) Radio and television transmitters and receivers.
c) Computer and other control equipment.
d) Safety critical equipment,e.g. Security monitoring of industrial equipment.
e) The health of people in the vicinity, e.g. Persons fitted with a pacemaker or hearing aid.
f) Equipment used for calibration or measurement.
g) The immunity of other equipment in the environment. The user shall ensure that other equipment being used in the environment is compatible. This may
require additional protective measures.
h) The time of day that welding and other activities are to be carried out.
The size of the surrounding area to be considered will depend on the structure of the building and other activities that are taking place. The surrounding
area may extend beyond the boundaries of the premises.
10.5
Mains supply.
The Inverter should be connected to the mains supply according to these instructions. If interference occurs, it may be necessary to take
additional precautions such as filtering of the mains supply. Consideration should also be given to shielding the supply cable of permanently installed
welding equipment, in metallic conduit or equivalent. This shielding should be connected to the welding power source so that good electrical contact is
maintained between the conduit and the welding power source enclosure.
10.6
Maintenance of the welding equipment.
The welding equipment should be routinely maintained according to these instructions. All access and service
door covers should be closed and properly fastened when the welding equipment is in operation. The welding equipment should not be modified in any way
except for those changes and adjustments covered in these instructions. In particular, the spark gaps of arc striking and stabilising devices should be
adjusted and maintained according to these instructions
10.7
Welding cables.
The welding cables should be kept as short as possible and should be positioned close together, running at or close to the floor level.
10.8
Equipotential bonding.
Bonding of all metallic components in the welding installation and adjacent to it should be considered. However, metallic
components bonded to the workpiece will increase the risk that the operator could receive a shock by touching these metallic components and the
electrode at the same time. The operator should be insulated from all such bonded metallic components.
10.9
Earthing of the workpiece.
Where the workpiece is not bonded to earth for electrical safety, nor connected to earth because of its size and position, e.g.
ships hull or building steelwork, a connection bonding the workpiece to earth may reduce emissions in some, but not all instances. Care should be taken
to prevent the earthing of the workpiece increasing the risk of injury to others or damage to other electrical equipment. Where necessary, the connection of
the workpiece to earth should be made by a direct connection to the workpiece, but in some countries where direct connection is not permitted, the bonding
should be achieved by a suitable capacitance, selected according to national regulations.
10.10
Screening and shielding.
Selective screening and shielding of other cables and equipment in the surrounding area may alleviate problems of interference.
Screening of the entire welding installation may be considered for special applications.
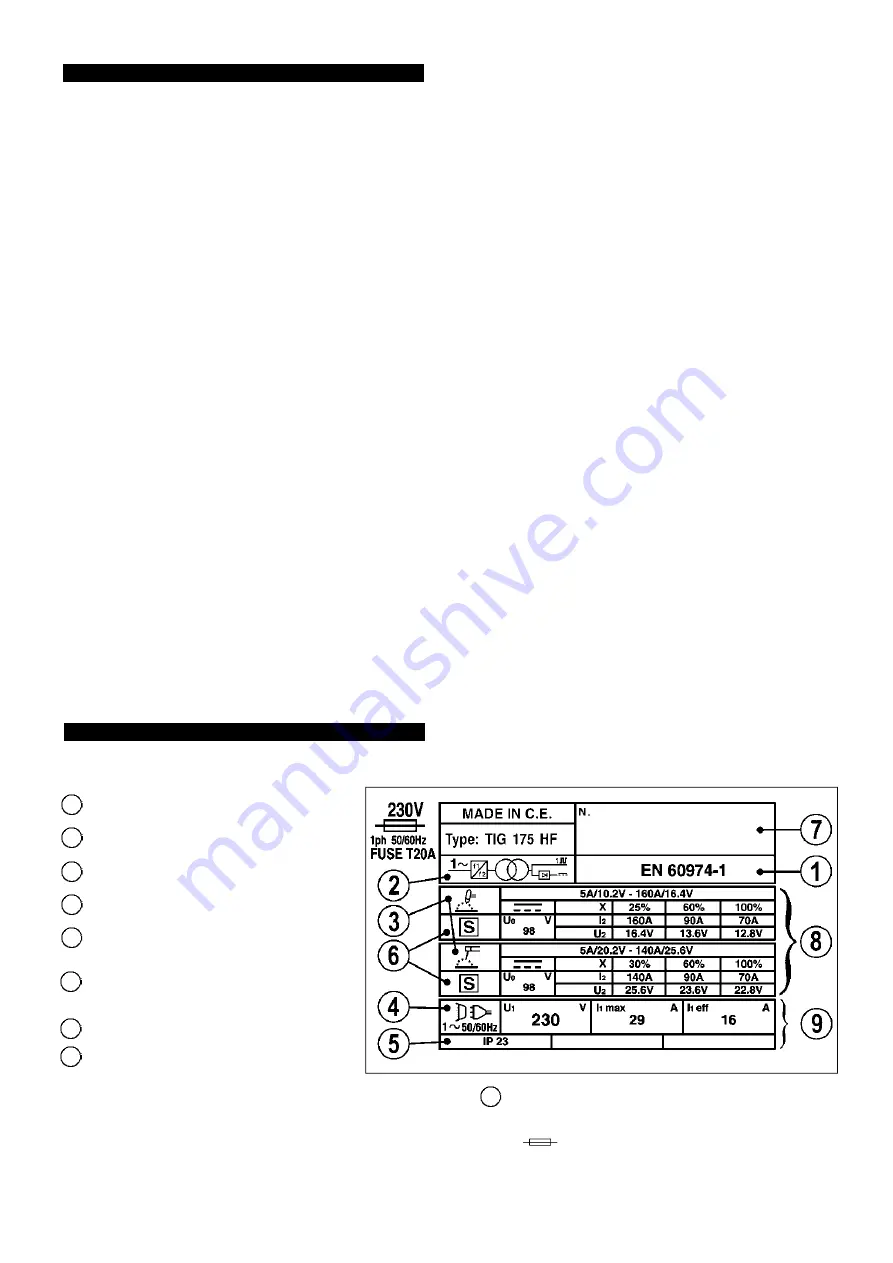
Detailed technical data relative to the performance of the machine is located on the back panel plate.
Please note
that the ratings plate shown below is an
example only intended to assist with the explanations of symbols. To determine the correct technical values of the machine in your possession, you must
refer to the data plate.
9
DATA REGARDING THE MAINS.
U
1
:
Alternate current and supply frequency of the machine
allowed limits (+ 10-15%).
Value of delayed fuses for mains protection.
I
1
:
current absorbed by mains at the corresponding current,
welding voltage and relative intermittent ratio.
1
The EUROPEAN standard regarding safety and the
construction of arc welding machines.
2
Symbol for the main internal parts of the welder : i.e.
frequency converter (inverter) - transformer - rectifier.
3
Symbols for the welding process chosen : i.e. TIG and
manual arc welding with stick electrode.
4
Symbol for mains supply : alternating current, single
phase and frequency.
5
Case protection grade: IP23. Standard governing the
required protection from water ingress and isolation
of internal parts from persons and objects.
6
Symbol S: Indicates that welding operations may be
carried out in areas with greater risk of electric shock
(e.g. close to metal masses).
7
Serial Number : Refer to your particular machine
8
PERFORMANCE OF THE WELDING CIRCUIT:
U
O
:
Maximum voltage with no-load peak
(welding circuit open)
1
2
/U
2
:
Current and corresponding voltage are normal [ U
2
=(20+0.04 I
2
) V ]
and may be supplied from the machine during welding.
X
:
Intermittent welding ratio: Indicates time during which machine can
supply the corresponding current (same column). This is expressed
in % on the basis of a 10min. cycle (e.g. 60% = 6 min of work, 4 min.
break and so on).
A/V-A/V
: Indicates the regulation range of the welding current (maximum -
minimum) at the corresponding arc voltage.
SERIAL
NUMBER
TIG175HF - 1 - 061003







































































