





























154
7.2 Lassen met ononderbroken vlamboog
Het principe van het Tig (Tungsten Inert Gas) lassen is gebaseerd
op een elektrische boog die ontstaat tussen een niet verbruik-
bare elektrode (zuiver wolfraam(tungsten) of een legering met
een smelttemperatuur van ongeveer 3370°C) en het werkstuk;
een edelgas (argon) beschermt het smeltbad tegen oxideren.
Om gevaarlijke wolfraaminsluitingen in de lasnaad moet de
elektrode nooit in aanraking komen met het werkstuk., daarom
wordt er door middel van een H.F.stroombron voor ontlading
gezorgd waardoor de elektrische boog op afstand ontstoken kan
worden. De elektrische vonk zorgt er dus voor dat de boog ont-
staat zonder enig contact tussen de elektrode en het werkstuk.
Er is nog een start mogelijkheid met beperkte wolfraam opna-
me,: de lift start, hier voor is geen hoog frequent nodig, maar
slechts een korte stroomstoot op lage snelheid tussen de elek-
trode en het werkstuk. Als de elektrode wordt opgetild ontstaat
de boog en de stroom wordt opgevoerd tot de juiste waarde
om te lassen.
Om de kwaliteit van de lasrups te verhogen is het belangrijk de
daling van de stroom te controleren en het gas na het doven nog
enige seconden door te laten stromen in het lasbad.
In veel werkomstandigheden is het nuttig als er bij het werk van
twee lasstromen gebruik gemaakt kan worden en om eenvoudig
van de ene naar de andere te kunnen omschakelen (BILEVEL).
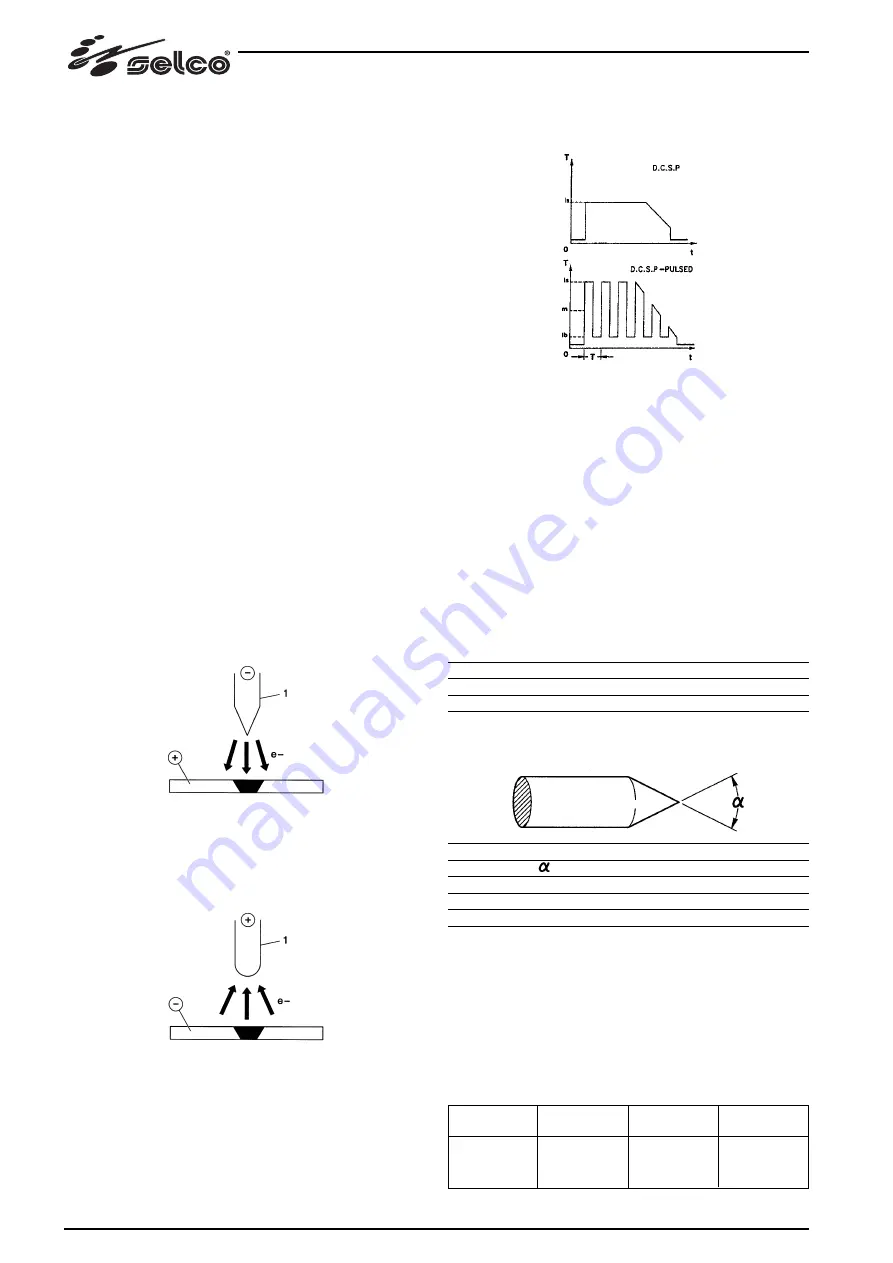
Polariteit van de las
D.C.S.P.(Direct Current Straight Polarity)
Dit is de meest gebruikte polariteit. Deze laat een minimaal
verbruik toe van de elektrode (1) omdat 70% van de warmte
wordt geconcentreerd op de anode (werkstuk).Hiermee kunnen
smalle en diepen lassen gemaakt worden, met grote lassnelheid
en lage warmte toevoer.
De meeste materialen , behalve aluminium (en de legeringen daar-
van) en magnesium kunnen met deze polariteit worden gelast.
D.C.S.P.-(Direct Current Reverse Polarity)
Deze polariteit wordt gebruikt bij het lassen van legeringen die
met een laag oxidatie waarvan het smeltpunt hoger ligt dan van
het metaal.
Hoge lasstromen zijn echter niet mogelijk omdat daardoor de
elektrode bijzonder hard zou slijten.
D.C.S.P. Pulseren (Direct Current Straight Polarity Pulsed)
Door het gebruik van een pulserende gelijkstroom is bij bijzon-
dere werkomstandigheden een betere controle van het lasbad
mogelijk. Het lasbad wordt gevormd door de piekpulsen (lp),
terwijl de basisstroom (lb) door laat branden; dit maakt het las-
sen van dunne werkstukken met minder vervormingen gemak-
kelijker, betere vormfactor en dus minder risico op kerven en
gasinsluitingen.
Naar mate de frequentie stijgt (MF) wordt de boog smaller, meer
geconcentreerd en stabieler, en dus een nog betere kwaliteit las
bij het lassen van dunne werkstukken.
7.2.1 TIG lassen van staal
De Tig procedure is heel effectief voor het lassen van zowel
koolstofstaal als gelegeerd staal, voor de eerste passage over
pijpen evenals bij lassen die een optimaal esthetisch aspect
moeten hebben.
Hiervoor is een directe polariteit noodzakelijk.(D.C.S.P.).
Voorbereiden van de lasnaden
Het is noodzakelijk de lasnaden zorgvuldig voor te bereiden en
schoon te maken.
Keuze en voorbereiding van de elektrode
Het gebruik van thorium wolfraamelektroden (2% thorium, rood
gekleurd) of als alternatief cerium of lanthanum elektroden met
de volgende diameters:
Ø elektrode (mm)
stroomgamma(A)
1.0
15÷75
1.6
60÷150
2.4
130÷240
De elektrode moet geslepen worden zoals aangegeven is in her
schema.
(°) stroomgamma
(A)
30
0÷30
60÷90
30÷120
90÷120
120÷250
Toevoegmateriaal
De lasstaven moeten de zelfde eigenschappen hebben als het
basismateriaal.
Het gebruik van stroken die van het basismateriaal afkomstig zijn
is af te raden omdat deze allerlei onzuiverheden kunnen bevat-
ten die een negatief effect kunnen hebben op de laskwaliteit.
Beschermgas
Hiervoor wordt bijna altijd zuivere argon (99,99%) gebruikt.
Stroom
(A)
6-70
60-140
120-240
ø elektrode
(mm)
1.0
1.6
2.4
Gasmondstuk
n° Ø (mm)
4/5 6/8.0
4/5/6 6.5/8.0/9.5
6/7 9.5/11.0
Debiet argon
(l/min)
5-6
6-7
7-8
Summary of Contents for Genesis 3200 TLH
Page 46: ...46 ...
Page 156: ...156 ...
Page 198: ...198 ...
Page 220: ...220 ...
Page 242: ...242 ...
Page 269: ...269 ...
Page 272: ...272 ...







































































