





























175
Slaggborttagning
Vid svetsning med belagda elektroder tas slaggen bort efter varje
svetssträng.
Borttagningen utförs med en liten hammare eller genom att
borsta av lös slagg.
7.2 TIG-Svetsning (kontinuerlig båge)
Principen bakom TIG-svetsning (Tungsten lnert Gas) är att en elek-
trisk båge bildas mellan en icke avsmältande elektrod (av ren vol-
fram eller volframlegering med en smälttemperatur på cirka 3370
°C) och arbetsstycket. En skyddsgas (argon) skyddar smältbadet.
För att undvika farliga volframinneslutningar i fogen får elektro-
den aldrig komma i kontakt med arbetsstycket. Därför genereras
en urladdning som tänder den elektriska bågen på avstånd med
hjälp av en HF-generator.
Det finns också en annan tändningsmetod som ger mindre vol-
framinneslutningar: s.k. lift-tändning. I stället för hög frekvens
startar man med kortslutning med svag strömstyrka mellan elek-
troden och arbetsstycket. När elektroden sedan lyfts upp bildas
bågen och strömstyrkan ökar upp till inställt värde.
För att den sista delen av svetssträngen ska få god kvalitet är det
bra att kunna kontrollera minskningen av svetsströmmen med
precision och det fordras att gasen flödar i smältbadet under
några sekunder efter det att bågen har släckts.
I många driftssammanhang är det bra att ha 2 förinställda svets-
strömmar och lätt kunna gå från den ena till den andra (BILEVEL).
Svetsningspolaritet
D.C.S.P. (Direct Current Straight Polarity)
Detta är den vanligaste metoden (normal polaritet). Den orsakar
ett begränsat slitage på elektroden (1) eftersom 70 % av värmen
koncentreras på anoden (arbetsstycket).
Smältbadet blir smalt och djupt med hög frammatningshastighet
och därmed låg värmeutveckling. Med detta slags polaritet svet-
sar man merparten material med undantag av aluminium (och
legeringar därav) samt magnesium.
D.C.R.P. (Direct Current Reverse Polarity)
Med omvänd polaritet kan man svetsa legeringar täckta med ett
eldfast oxidskikt med högre smälttemperatur än metallen.
Man kan inte använda hög strömstyrka eftersom detta skulle
leda till högt slitage på elektroden.
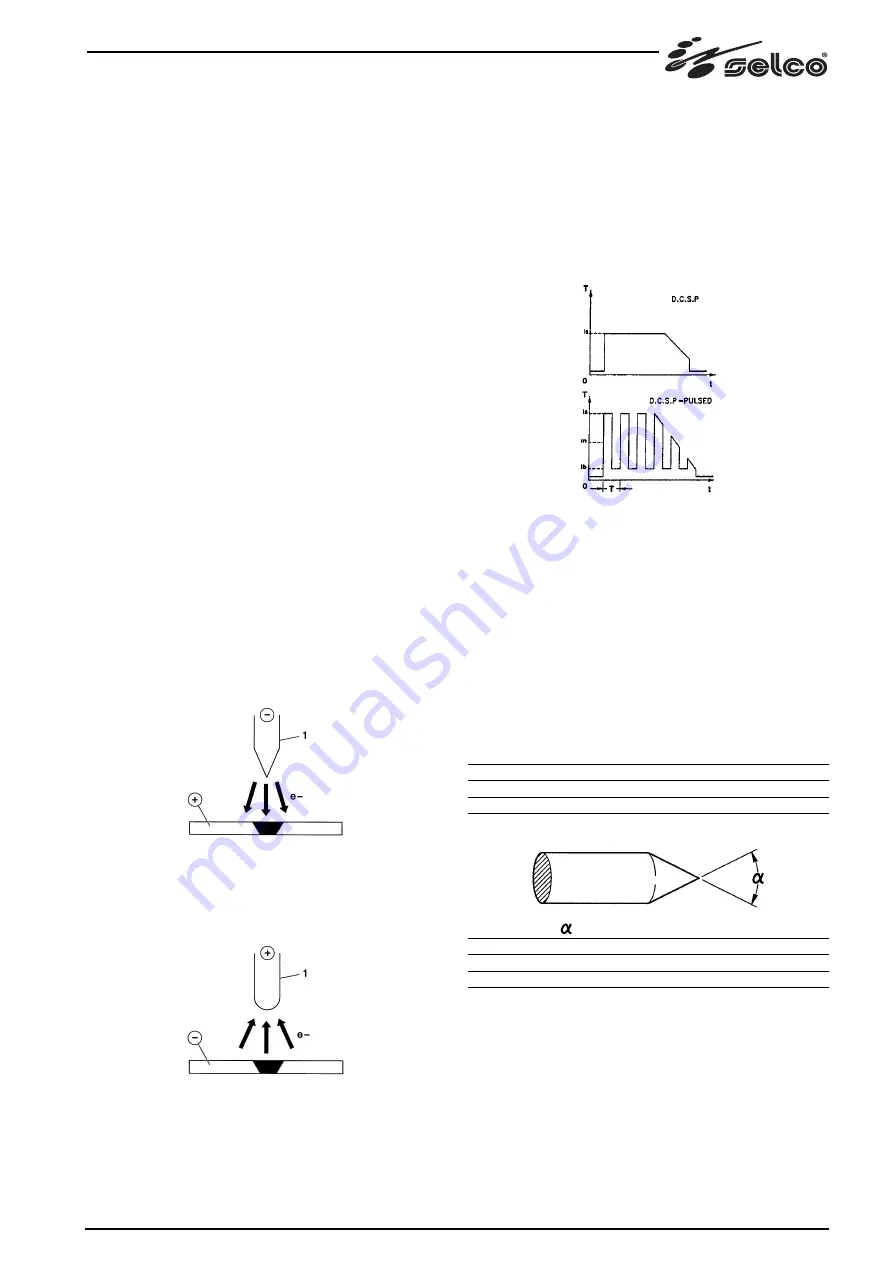
D.C.S.P.-Pulsed (Direct Current Straight Polarity Pulsed)
Genom att använda pulsad likström får man bättre kontroll av
smältbadet under vissa driftsförhållanden.
Smältbadet bildas av toppströmmarna (Ip), medan basströmmen
(Ib) håller igång bågen. På så sätt underlättas svetsning i material
med liten tjocklek och resultatet blir färre deformeringar, bättre
formfaktor och följaktligen mindre risk för sprickor och gasin-
neslutningar.
Vid ökad frekvens (medelfrekvens) blir bågen smalare, mer kon-
centrerad och stabil och kvaliteten vid svetsning i tunna material
förbättras ytterligare.
7.2.1 TIG-svetsning av stål
TIG-metoden är mycket effektiv vid svetsning av både kolstål
och legeringar, för den första svetssträngen på rör och för svets-
ningar där utmärkta estetiska egenskaper fordras.
Direkt polaritet (D.C.S.P.) används.
Förberedelse av kanterna
Denna metod fordrar en noggrann rengöring och förberedelse
av kanterna.
Val och förberedelse av elektrod
Vi rekommenderar att toriumöverdragna volframelektroder (2
% torium - röd), alternativt elektroder belagda med cerium eller
lantan, med följande diametrar används:
Ø elektrod (mm)
strömstyrkeintervall (A)
1,0
15÷75
1,6
60÷150
2,4
130÷240
Elektroden formas som i figuren.
(°) strömstyrkeintervall
(A)
30
0÷30
60÷90
30÷120
90÷120
120÷250
Svetsmaterial
Svetsstavarna ska ha liknande mekaniska egenskaper som bas-
materialet.
Vi rekommenderar inte användning av remsor tagna från bas-
materialet, eftersom de kan innehålla orenheter orsakade av
bearbetningen som kan inverka negativt på svetsningen.
Summary of Contents for Genesis 3200 TLH
Page 46: ...46 ...
Page 156: ...156 ...
Page 198: ...198 ...
Page 220: ...220 ...
Page 242: ...242 ...
Page 269: ...269 ...
Page 272: ...272 ...







































































