


MAINTENANCE
Cleaning
ALWAYS
lock off power before cleaning, lubricating, maintaining, removal of
any guard, and after shredding operation is complete.
Daily cleaning: (After each 8 hours of operation)
o
Remove top guard
o
Remove paper buildup from cutters and combers (compressed air
(maximum 40 PSI) or vacuum may be used)
o
Visually inspect cutters for damage
o
Replace all guards
o
Remove side guard
o
Remove paper buildup from crusher area and belt pulley area
o
Replace all guards
o
Empty tray (lower front of cabinet)
Weekly cleaning: (After each 40 hours of operation)
o
Repeat all daily cleaning steps
o
Remove side guards and end guards
o
Remove paper buildup from base
o
Wipe entire machine clean being careful to observe any evidence of oil
leaks. Should leakage be observed, request the attention of the
appropriate maintenance personnel
o
Check for loose hardware on the reducer collars, the crusher paddles,
etc
o
Remove all tools, rags, solvents from machine
o
Replace all guards
12
Summary of Contents for 800-1000 Series
Page 19: ...Figure 1 SHREDDER OPERATION 19 ...
Page 20: ...Figure 2 CHAIN LUBRICATION 20 ...
Page 21: ...Figure 3 REDUCER LUBRICATION PN TA5215H40 21 ...
Page 22: ...Figure 4 CONVEYOR BELT TAKE UP 22 ...
Page 23: ...Figure 5 CHAIN SAG 23 ...
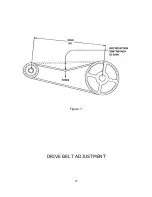
Page 25: ...Figure 7 DRIVE BELT ADJUSTMENT 25 ...
Page 35: ......