


























18
AF-06CSL
4) Do not over fill any charging cylinders, as they could explode when over
filled.
5) Use proper wrenches.
6) Use safety goggles when working with refrigerants.
7) Keep a fire extinguisher within easy reach.
8) Watch flame direction when soldering so as not to burn clothing, wiring or
other components.
9) Solder in a well ventilated area. If a high concentration of freon is present,
an open flame will create phosgene gas which can be harmful.
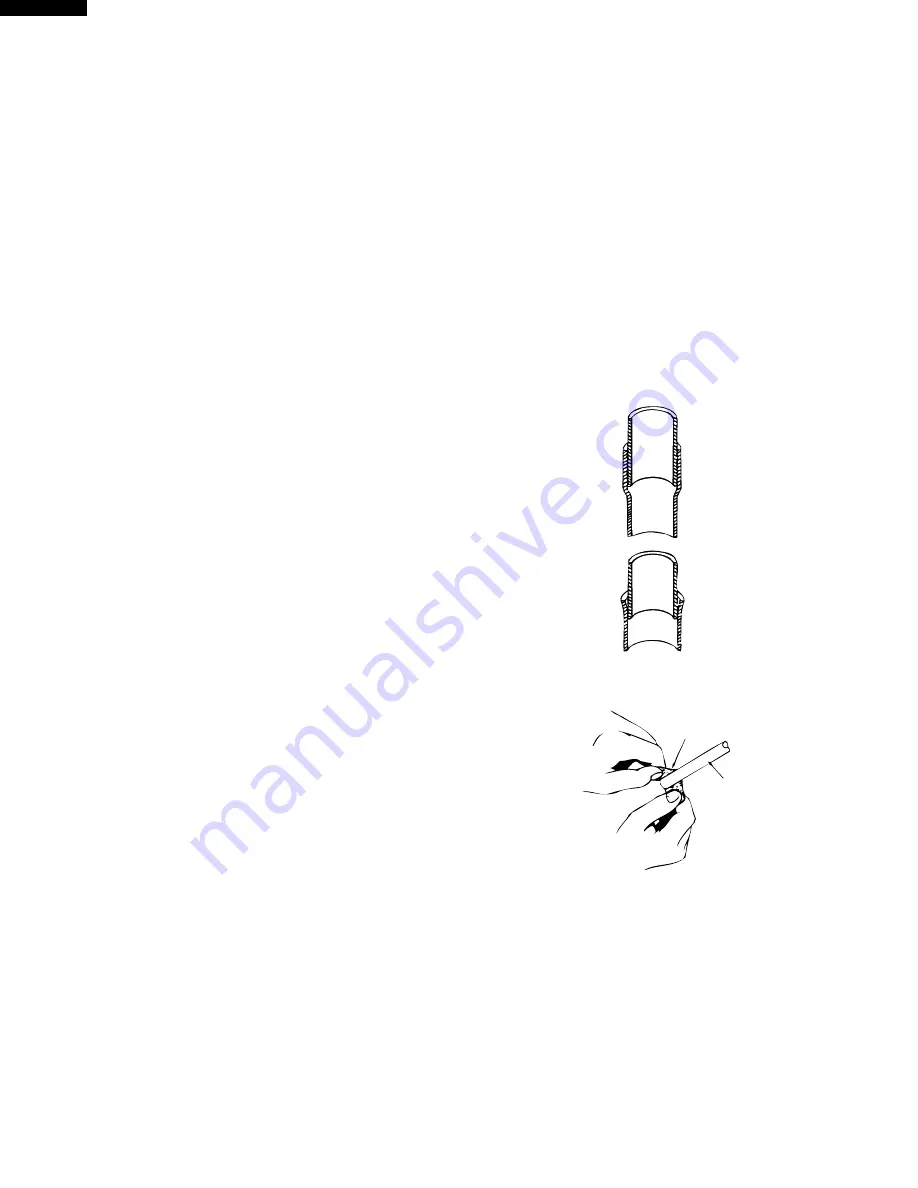
PROPER SOLDERING
Joint clearances should be maintained so that the brazing alloy will flow
between the closely mated surfaces rather than forming large fillets.
This films make the strongest joints, capillary attraction also work best with
close tolerance.
The best clearance is between 0.01" to 0.03" , the amount of lap will be
approximately 3/8" depending on the swaging tool used. (Figure 1.)
CLEANING TUBING
To make a sound, leak tight joint, the brazing alloy when raised to brazing
temperature, must wet and flow freely over the entire surface of the tubing in
the joint area.
To assure this, the tubing surfaces must be free of all dirt, grease, oil and
oxides otherwise the alloy will not wet and flow properly over any surface with
these elements present. Cleaning can be done with an abrasive cloth or steel
wool. Never blow into the tubing because this will introduce a lot of moisture
into the system. Open tubing joints should be covered if exposed for long
periods of time.
HOW TO REPAIR REFRIGERATION
Before sealed system work can be preformed a refrigerant recovery EPA and LOCALLY approved certification is
required, additionally, EPA and LOCALLY approved refrigerant recovery equipment is required.
SEALED SYSTEM REPAIR
Sealed system repairs should be properly diagnosed before entering into a repair of the system.
It is important to follow proper procedures when doing a system repair for safety reasons and that the repair will result in a
restoration of the system to proper factory standards.
SAFETY REMINDERS
1) Do not heat any system component with an open flame for any reason.
2) Do not solder until you are sure that all refrigerant has been removed from the system.
3) Do not heat the charging cylinder with an open flame. Use warm water only and do not exceed 125˚F(not too hot to keep
your hand in.)
Figure 1
Figure 2
GOOD FIT
POOR FIT
Joint Clearance.
PROPER
JOINT FIT
CLEARANCE
0.01" TO 0.03"
EMERY CLOTH
KEEP TUBE IN
DOWNWARD POSITION
Cleaning Tubing.







































































