
















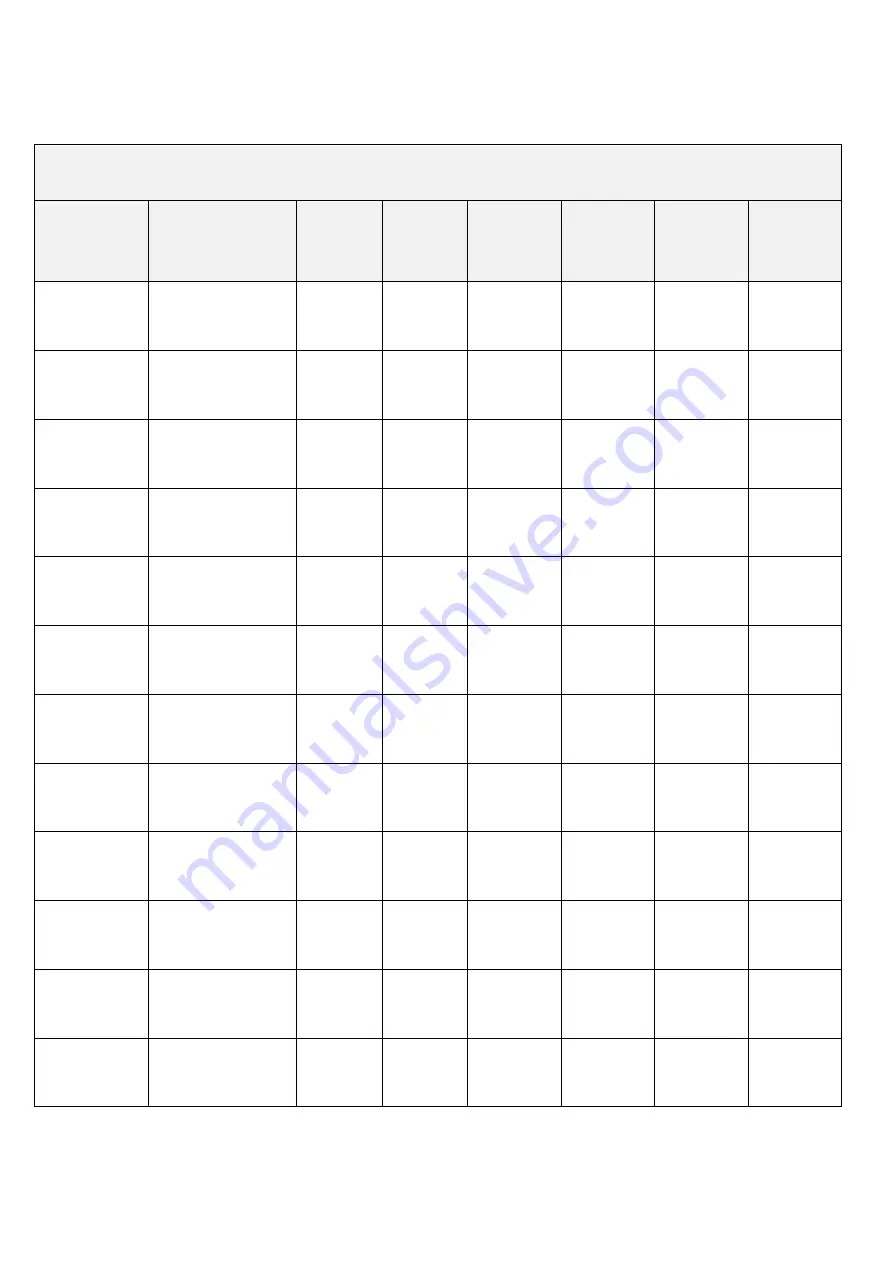
6. Suggested starting speed and feeds
6-1 Carbide cutters
Table – 5
CARBIDE CUTTERS
MATERUAL
FACE
MILLS
SLAB
MILLS
END
MILLS
FULL &
HALF SIDE
MILLS
SAWS
FORM
MILLS
MALLEABLE
SOFT/HARD
FEED PER TOOTH
FEET PER MIN.
.005-.015
200-300
.005-.015
200-300
.005-.010
200-350
.005-.010
200-300
.003-.004
200-350
.005-.010
175-275
CAST STEEL
SOFT/HARD
FEED PER TOOTH
FEET PER MIN.
.008-.015
150-350
.005-.015
150-350
.003-.010
150-350
.005-.010
150-350
.002-.004
150-300
.005-.010
150-300
100-150
BR. STEEL
FEED PER TOOTH
FEET PER MIN.
.010-.015
450-800
.008-.015
450-600
.005-.010
450-600
.008-.012
450-800
.003-.006
350-600
.004-.010
350-600
150-250
BR. STEEL
FEED PER TOOTH
FEET PER MIN.
.010-.015
300-450
.008-.015
300-450
.005-.010
300-450
.007-.012
300-450
.003-.006
300-450
.004-.010
300-450
250-350
BR. STEEL
FEED PER TOOTH
FEET PER MIN.
.008-.015
180-300
.007-.012
150-300
.005-.010
150-300
.005-.012
160-300
.002-.005
150-300
.003-.008
150-300
350-450
BR. STEEL
FEED PER TOOTH
FEET PER MIN.
.008-.015
125-180
.007-.012
100-150
.004-.008
100-150
.005-.012
125-180
.001-.004
100-150
.003-.008
100-150
CI HARD
225-350 BR.
FEED PER TOOTH
FEET PER MIN.
.005-.010
125-200
.005-.010
100-175
.003-.008
125-200
.003-.010
125-200
.002-.003
125-200
.005-.010
100-175
CI MED.
180-225 BR.
FEED PER TOOTH
FEET PER MIN.
.008-.015
200-275
.008-.015
175-250
.005-.010
200-275
.005-.012
200-275
.003-.004
200-250
.006-.012
175-250
CI SOFT
150-180 BR.
FEED PER TOOTH
FEET PER MIN.
.015-.025
275-400
.010-.020
250-350
.005-.012
275-400
.008-.015
275-400
.003-.004
250-350
.008-.015
250-350
BRONZE
SOFT/HARD
FEED PER TOOTH
FEET PER MIN.
.010-.020
300-1000
.010-.020
300-800
.005-.010
300-1000
.008-.012
300-1000
.003-.004
300-1000
.008-.015
200-800
BRASS
SOFT/HARD
FEED PER TOOTH
FEET PER MIN.
.010-.020
500-1500
.010-.020
500-1500
.005-.010
500-1500
.008-.012
500-1500
.003-.004
500-1500
.008-.015
500-1500
ALUM. AL.
SOFT/HARD
FEED PER TOOTH
FEET PER MIN.
.010-.040
2000 UP
.010-.030
2000 UP
.003-.015
2000 UP
.008-.025
2000 UP
.003-.006
2000 UP
.008-.015
2000 UP
Generally lower end of range used for inserted blasé cutters, higher end of range for index
able insert cutters.
Chung Sing 18
VERSION: 2
Summary of Contents for UH-3
Page 1: ...OPERATIONS MANUAL PARTS LIST UH 3 MILL ...
Page 2: ......
Page 3: ......
Page 4: ......
Page 5: ......
Page 7: ......
Page 8: ......
Page 9: ...Chung Sing 3 2 VERSION 2 ...
Page 13: ...Chung Sing 7 VERSION 3 ...
Page 16: ......
Page 21: ......
Page 26: ......







































































