




























Appendix 1 Parameter Table
Parameter Table
213
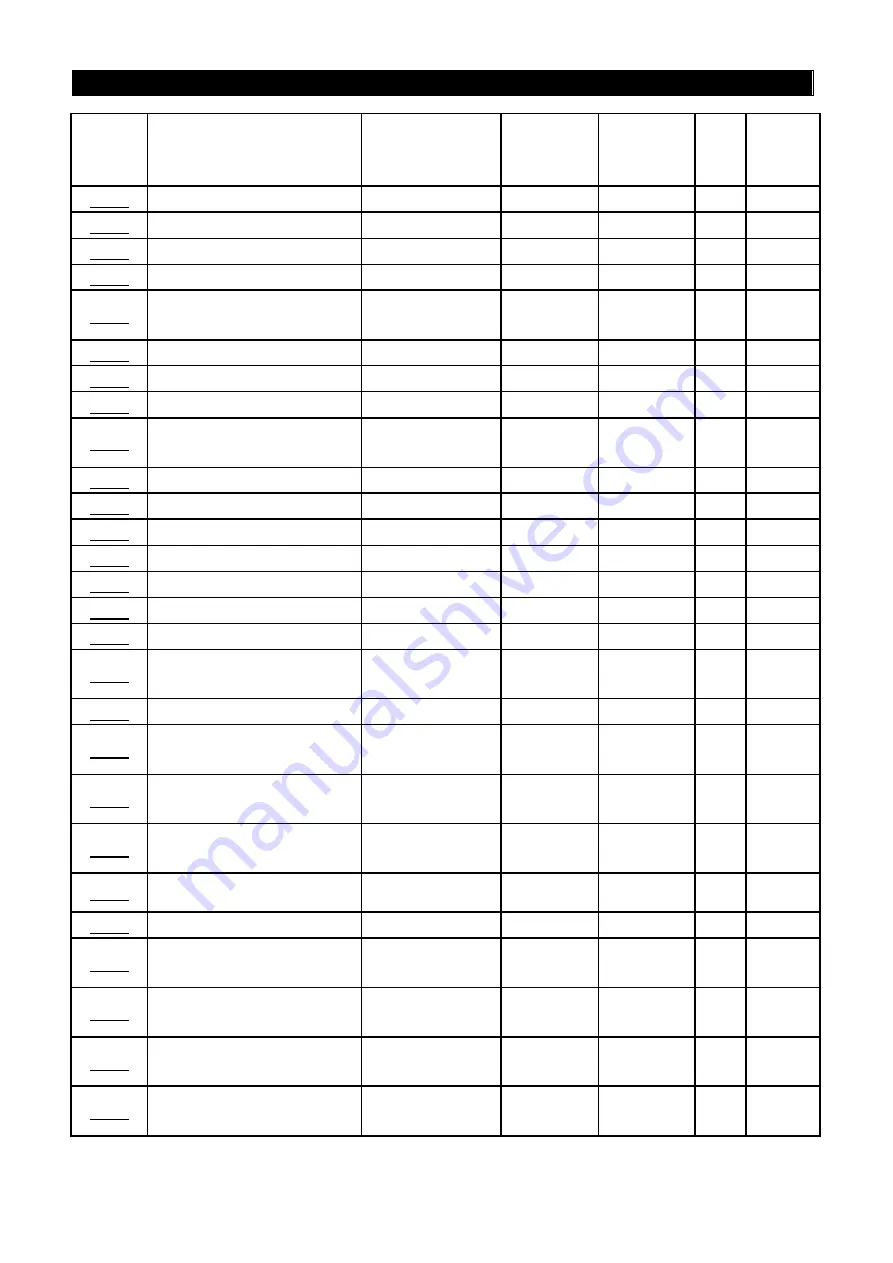
Parameter
Number
Name
Setting Range
Minimum
Setting Unit
Default Value
User
Setting
Value
Reference
Page
Initial curling radius source
0~1
1
0
P182
Initial curling radius 1
1~10000mm
1 mm
100 mm
P182
Initial curling radius 2
1~10000mm
1 mm
100 mm
P182
Initial curling radius 3
1~10000mm
1 mm
100 mm
P182
Curling radius filtering
coefficient
0~31
1
0
P182
Current value of curling radius
0~10000mm
1 mm
---
P182
Number of pulses each turn
1~60000
1
1
P182
Number of turns each layer
1~10000
1
1
P182
Material thickness setting
source
0~1
1
0
P182
Material thickness 0
0.01~100.00mm
0.01 mm
0.01 mm
P182
Material thickness 1
0.01~100.00mm
0.01 mm
0.01 mm
P182
Material thickness 2
0.01~100.00mm
0.01 mm
0.01 mm
P182
Material thickness 3
0.01~100.00mm
0.01 mm
0.01 mm
P182
Maximum thickness
0.01~100.00mm
0.01 mm
1.00 mm
P182
Line speed input source
0~2
1
0
P186
Maximum line speed
0.1~6500.0m/min
0.1m/min
1000.0m/min
P186
Minimum line speed for
curling radius calculation
0.1~6500.0m/min
0.1m/min
200.0m/min
P186
Actual line speed
0~6500.0m/min
0.1m/min
---
P186
Inertia self learning torque
setting 1
0.0%~P.632
0.1%
30%
P187
Inertia self learning torque
setting 2
P.631~100%
0.1%
60%
P187
Mechanical inertia
compensation coefficient
0~65535
1
0
P187
Material density
0kg/m
3
~60000kg/m
3
1 kg/m
3
0 kg/m
3
P187
Material width
0~60000mm
1mm
0mm
P187
Fiction compensation
coefficient
0.0%~50.0%
0.1
0
P187
P.637
Material supply interrupt auto
detection function selection
0~1
1
0
P188
P.638
Material supply interrupt auto
detection minimum line speed
0.1~6500.0m/min 0.1m/min
200m/min
P188
P.639
Material supply interrupt auto
detection error range
0.1%~50.0%
0.1%
10.0%
P188







































































