



























- 10 -
(2) Auto Idle
The equipment includes an auto idle function in order to reduce noise, save fuel, and
reduce exhaust gas emission.
You can set the idle control switch to "AUTO" so that the engine operates at low speed
when not welding or using the equipment as a power source.
When you start to weld or use as an AC power source, the engine automatically
increases to high speed. When in a no-load condition, the engine automatically returns
to low speed after approximately 8 seconds of high-speed operation.
<Note>
Set the idle control switch to "HIGH" if using a high capacity motor, precision
instruments or AC load with an attached magnetic switch.
Set the idle control switch to "HIGH" if using as an AC power source of a device of
0.5A or less because the engine might not reach a high speed as speed control does
not operate at that level.
(3) High Idle
You can set the idle control switch to "HIGH" to maintain the engine constantly at high
speed.
5-3. Weld Output Control
(1) Weld Mode Selector
You can select a weld mode of "CV",
"DROOP" or "CC" in accordance with the
type of welding being performed.
CV (Constant Voltage)
You can use the equipment as a power
source for semi-automatic arc welding
(MIG, MAG and self-shielded).
DROOP (Drooping Characteristic)
The weld current can be adjusted by manipulating the welding rod due to being
able to increase or decrease the current for changing the arc length, thereby
allowing you to adjust the arc status and weld beads.
The arc start is good and the arc is strongly felt.
This mode is optimal for welding work such as pipe welding or when using special
welding rods.
CC (Constant Current)
Welding can be performed at a constant uniform current even if the arc length
changes due to a shaky hand or similar cause to provide a stable arc that is not
easily extinguished.
Welding can be performed at a specified current value without being affected by
the length or thickness (thinness) of the welding cable.
This mode is optimal for general welding as the stable arc reduces the amount of
spatter.
(2) Weld Output Pre-Set
The equipment includes a weld output pre-set function.
If the weld mode selector is set to "CV", you can pre-set the output voltage using the
output control dial.
If the weld mode selector is set to "DROOP" or "CC", you can pre-set the output
current using the output control dial.
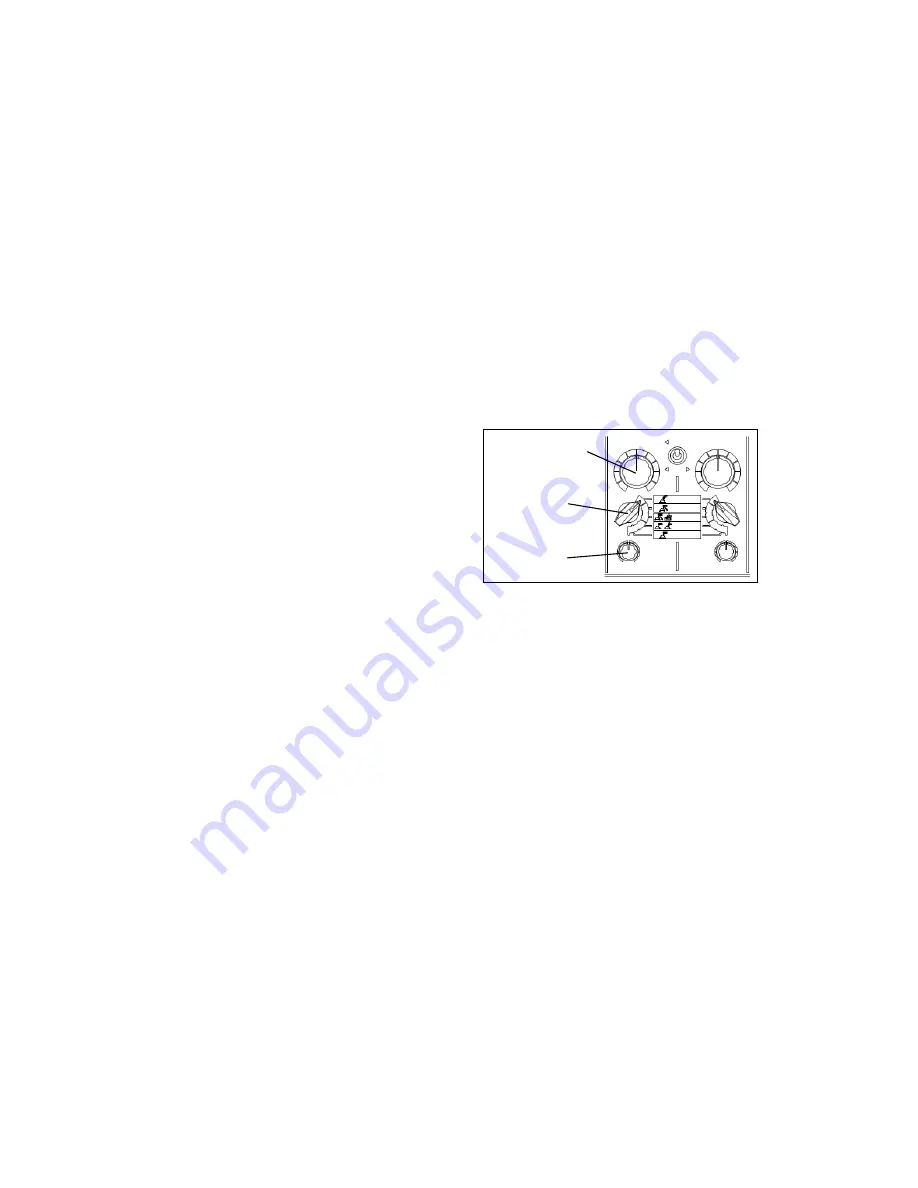
Arc Control
Dial
Output Control
Dial
Weld Mode
Selector
Summary of Contents for DGW400DMK
Page 2: ......
Page 41: ... 38 15 Engine Wiring Diagram ...
Page 42: ... 39 16 Generator Wiring Diagram P 1 2 ...
Page 43: ... 40 P 2 2 ...
Page 44: ... 41 MEMO ...
Page 45: ... 42 MEMO ...
Page 46: ... 43 MEMO ...
Page 47: ... 44 ...
Page 48: ... 45 2015 ...







































































