





















Automatic Tool Changer (ATC) Installation Manual
●
July 23, 2018
© Copyright 2018 ShopBot Tools, Inc.
page 22
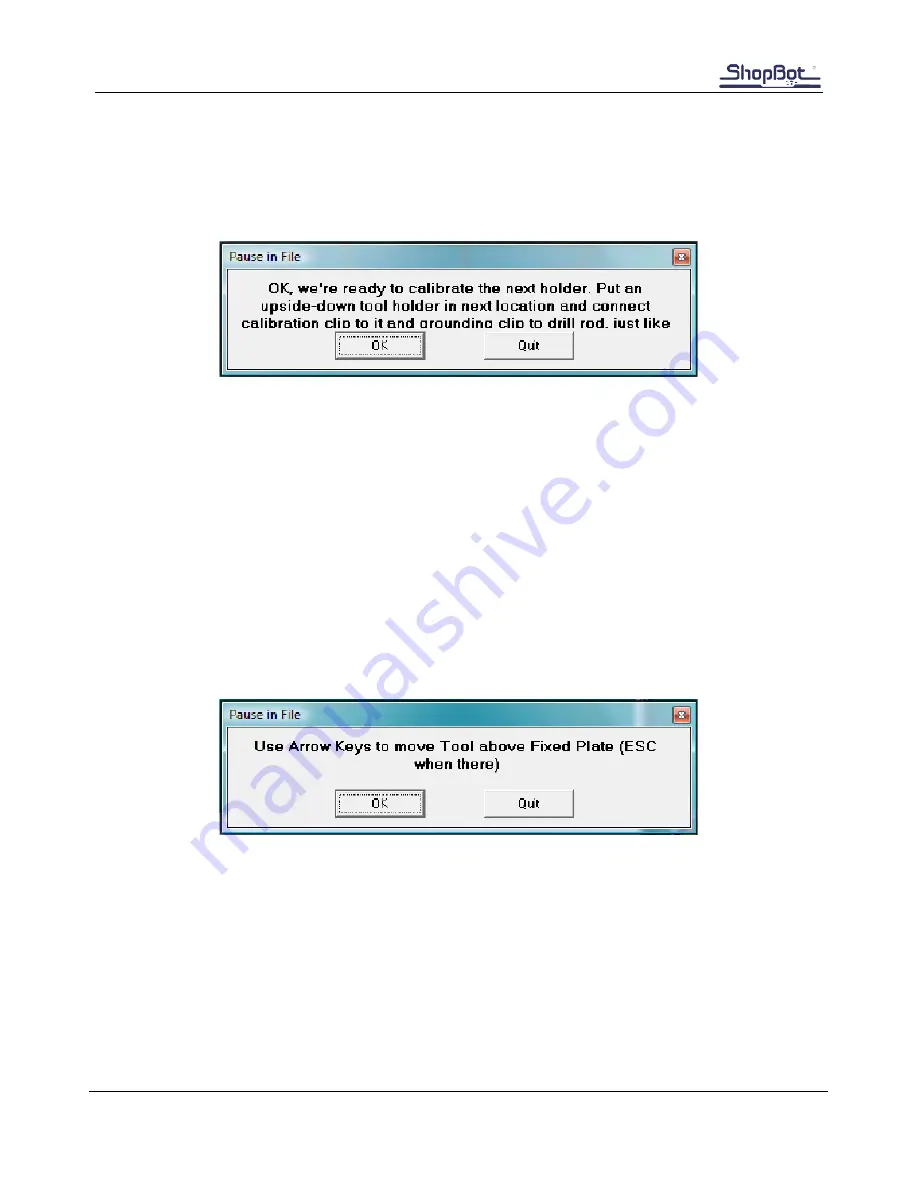
The ShopBot will run a routine and then prompt for the next clip position. Hit “ESC” to continue.
Note:
The routine will start on the outside edges before touching off the inside edges.
Move the inverted tool holder to the next clip position and repeat the procedure for every clip position
indicated at the beginning of the file.
Note:
If something goes wrong during the file, the calibration routine will need to be restarted (C3).
Read every screen and double-check before clicking to the next page. Done properly, this will only need to
be done once.
Step 3: Set Fixed Z-Zero Plate Location
Run the homing routine (C3) to be sure everything is zeroed.
Load the file “ATC_FixZ_Plate.sbp” located in “C:\SbParts\Custom\ATC\ ATC_FixZ_Plate.sbp”. This file will
set the location of the fixed Z zero plate to set a base zero height of the bits. This should only need to be
run once during the setup procedures.
Click “OK”.
Use the keypad to move the spindle over the center of the fixed Z zero plate. Once satisfied with the
positioning of the spindle, hit “ESC”. This will set the fixed Z zero plate location in the X and Y.







































































