




























Setting Up
SINUMERIK 801
5
-13
Start-Up
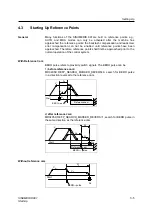
4.7 Starting Up the Spindle
General
Spindle can come in two types: contactor-controlled spindle and analog
spindle. For analog spindle, through setting up the spindle, the machine tool
can have various functions such as thread machining, constant cutting speed,
programming spindle speed limit, etc.
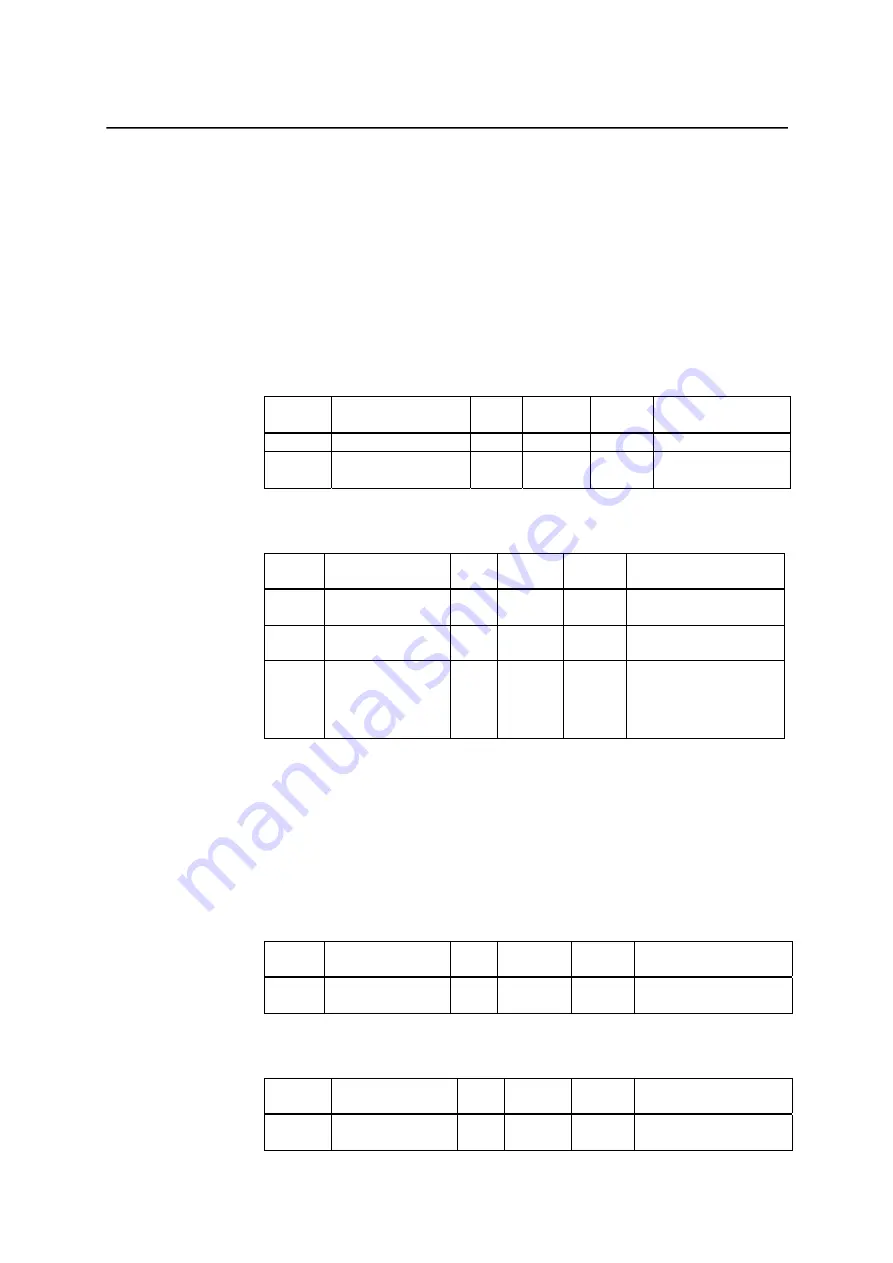
Parameterization
If an AC motor and inverter or a servo spindle is used, when machining a
thread or programming it based on the feedrate per revolution, set
MD30130 = 1.
MD Designation
Unit
Axis
Input
value
Description
30130
CTRLOUT_TYPE
-
Spindle
0
No analog output
30130 CTRLOUT_TYPE
- Spindle
1
±
10VDC analog
output
Set the machine spindle outputs as unipolar/bipolar setpoint output.
MD Designation Unit
Axis
Input
value
Description
30134 IS_UNIPOLAR_
OUTPUT
-
Spindle
0
Setpoint output is
bipolar
30134 IS_UNIPOLAR_
OUTPUT
- Spindle
1
*
Setpoint output is
unipolar
30134 IS_UNIPOLAR_
OUTPUT
- Spindle
2
*
Setpoint output is
unipolar
,
Q0.0 and
Q0.1 can not be
recalled by PLC;
* When MD30134 =1: Q0.0
=
Servo enable;
Q0.1
=
Spindle CCW
MD30134 =2: Q0.0
=
Sevo enable, spindle CW;
Q0.1
=
Servo enable, spindle CCW
If the spindle has no encoder feedback, set MD30200 = 0.
MD Designation Unit
Axis
Input
value
Description
30200 NUM_ENCS
-
Spindle
0 Spindle without
encoder
When producing a thread, configure the spindle with an encoder:
MD Designation
Unit
Axis
Input
value
Description
30240 ENC_TYPE
-
Spindle
2 Spindle
with
measuring system
Summary of Contents for Sinumerik 801
Page 1: ...Start Up 11 2005 Edition sinumerik SIEMENS SINUMERIK 801 ...
Page 6: ......
Page 8: ......
Page 16: ......
Page 78: ......
Page 81: ...Services Diagnosis and Data Saving SINUMERIK 801 5 3 Start Up Fig 5 4 ...
Page 105: ...A5E00702069 ...







































































