




























NC Commissioning with HMI Advanced
11.5 Axes and spindles
Manual
388
Commissioning Manual, 05/2008, 6FC5397–4CP10–4BA0
11.5.2
Axis names
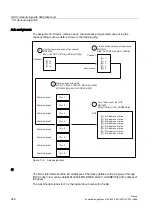
Each machine, channel and geometry axis can/must be assigned an individual name
unambiguously identifying it in its name range.
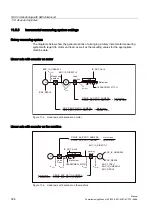
Machine axes
The machine axis names are defined via the following machine data:
●
MD10000 $MN_AXCONF_MACHAX_NAME _TAB [n] (machine axis name)
Machine axis names must be unambiguous for the entire NC.
The names and the corresponding index defined in the machine data above is used for
●
Accessing axis-specific machine data (loading, saving, displaying)
●
Reference point approach from the part program G74
●
Measurement
●
Test point traversing from the part program G75
●
Traversing the machine axis from PLC
●
Display of axis-specific alarms
●
Display in the actual-value system (machine-related)
●
DRF handwheel function
Channel axes
The channel axis names are defined via the following machine data:
●
MD20080 $MC_AXCONF_CHANAX_NAME_TAB[n] (name of the channel axis in the
channel)
Channel axis names must be unambiguous for the entire channel.
Geometry axes
The geometry axis names are defined via the following machine data:
●
MD20060 $MC_AXCONF_GEOAX_NAME_TAB [n] (geometry axis in the channel)
Geometry axis names must be unambiguous for the entire channel.
The axis names for channel and geometry axes are used in the part program for
programming general traversing movements or to describe the workpiece contour. The axis
names are used for:
●
Path axes
●
Synchronized axes
●
Positioning axes
●
Command axes
●
Spindles
●
Gantry axes
●
Coupled axes
●
Guide value coupling axes







































































