





























NC Commissioning with HMI Advanced
11.5 Axes and spindles
Manual
452
Commissioning Manual, 05/2008, 6FC5397–4CP10–4BA0
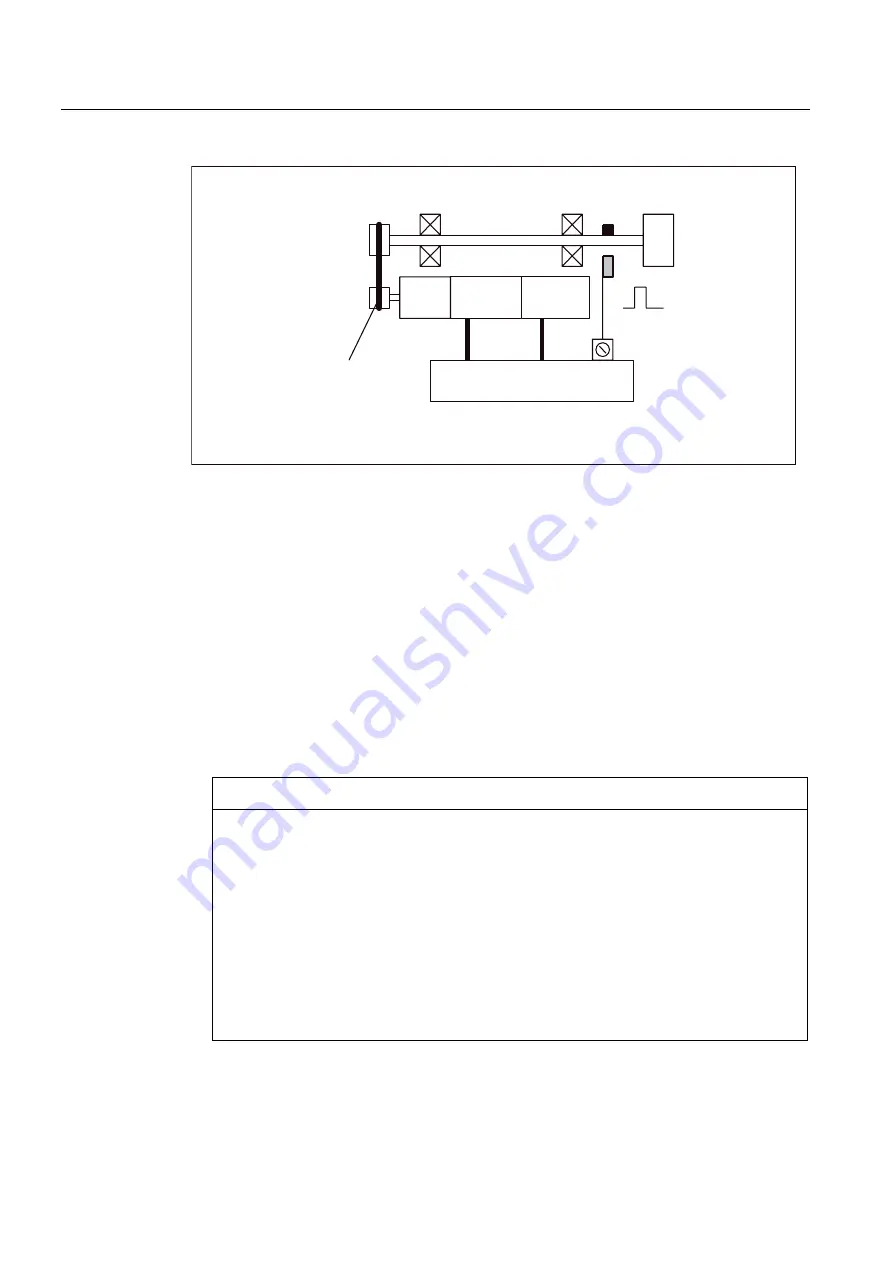
*HDU
0RWRU
HQFRGHU
0RWRU
%(52
&KXFN
3RZHU
FRQQHFWLRQ
0RWRU
HQFRGHU
FDEOH
7RRWKHGEHOW
'ULYH
Figure 11-29 Synchronization using BERO
When is synchronization necessary?
The spindle will be synchronized:
●
after the NC has powered up when the spindle is moved using a programming command
●
after a request for resynchronization by the PLC
IS DB31,... DBX16.4 (resynchronize spindle 1)
IS DB31,... DBX16.5 (resynchronize spindle 2)
●
after each gear stage change for an indirect measuring system
MD31040 $MA_ENC_IS_DIRECT (direct measuring system) = 0
●
when the encoder limit frequency falls below the programmed value after a speed has
been programmed which is above the encoder limit frequency.
NOTICE
The following is to be taken into account:
•
To synchronize the spindle, it must always be rotated using a programming
command (e.g. M3, M4, SPOS). The specification of a spindle speed using the
direction keys of the machine control panel is not sufficient.
•
If the spindle encoder is not mounted directly on the spindle and there are speed-
transforming gears between the encoder and spindle (e.g. encoder mounted on
motor), then a reference cam signal connected to the drive module must be used for
synchronization.
The control system then automatically resynchronizes the spindle after each gear
stage change. The user does not have to contribute anything here.
•
In general, backlash, gearbox elasticity and reference cam hysteresis reduce the
accuracy achievable during synchronization.







































































