



























06.03
10.5 Axes and spindles
10-366
Siemens AG, 2003. All rights reserved
SINUMERIK 840Di Manual (HBI) – 06.03 Edition
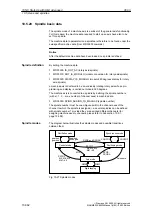
10.5.23 Measuring systems of spindle
When parameterizing the measuring systems of spindles, the same conditions
apply as for parameterization of the measuring systems of rotary axes. This
multiple is 2048.
For incremental measuring systems, see above, Subsection 10.5.5,
page 10-317.
For absolute measuring systems, see above, Subsection 10.5.6, page 10-320.
Notice
If the motor encoder is used for actual-value sensing, the encoder matching
data must be entered in the machine data for each individual gear stage if
several gear stages are present.
The maximum multiplication of the appropriate drive is always used as the
multiplication of the increments.
The pulse multiplication with SIMODRIVE 611 universal is 128.
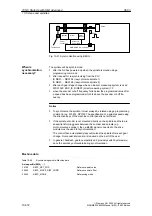
Examples of encoder adaptation
Supposed the following conditions are provided:
The incremental encoder is mounted on the spindle.
Encoder pulses = 500 [pulses/rev.]
Pulse multiplication = 128
Internal precision = 1000 [increment/degree]
Encoder gear stage = 1:1
Load gear stage = 1:1
The machine data are set acc. to the values above:
MD10210: INT_INC_PER_DEG (computational resolution) = 1,000 [incr./de-
gree]
MD31020: ENC_RESOL (encoder resolution) = 500 [pulses/rev.]
MD31050: DRIVE_AX_RATION_DENOM (load rev. denominator) = 1
MD 31060: DRIVE_AX_RATION_NUMERA (load rev. numerator) = 1
MD31070: DRIVE_ENC_RATION_DENOM (load rev. denominator) = 1
MD31080: DRIVE_ENC_RATION_NUMERA (load rev. numerator) = 1
Adapting the
encoder
Pulse
multiplication
SIMODRIVE 611
universal
Example A:
Spindle-mounted
encoder
10 NC Start-Up with HMI Advanced







































































