




























06.03
10.5 Axes and spindles
10-374
Siemens AG, 2003. All rights reserved
SINUMERIK 840Di Manual (HBI) – 06.03 Edition
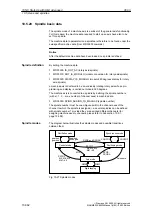
The machine data
MD36200: AX_VELO_LIMIT (threshold value for speed monitoring)
also limits the speed of the spindle. When the speed is exceeded, an alarm is
generated.
In position-controlled mode (e.g. SPCON), the NC limits the specified maximum
speed specified in machine or setting data to 90% of the maximum value (con-
trol reserve).
The max./min. gear stage speed is entered in:
MD35130: GEAR_STEP_MAX_VELO_LIMIT (max. speed of gear stage)
MD35140: GEAR_STEP_MAX_VELO_LIMIT (max. speed of gear stage)
The speed cannot leave this range when the appropriate gear stage is en-
gaged.
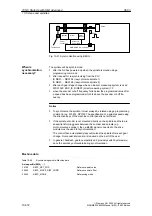
The functions
G25 S... (min. spindle speed)
G26 S... (max. spindle speed)
can be used to specify a spindle speed limitation in a parts program. The limita-
tion is active in all operating modes.
The function LIMS=...
LIMS=... (spindle speed limitation (G96))
can be used to specify a spindle speed limit for G96 (constant cutting rate). This
limitation is operative only when G96 is active.
If the encoder cut-off frequency
MD36300: ENC_FREQ_LIMIT (encoder cut-off frequency)
is exceeded, the synchronization of the spindle is lost and the spindle function-
ality reduced (thread, G95, G96).
The spindle will be resynchronized once the encoder frequency falls below the
value defined in machine data
MD36302: ENC_FREQ_LIMIT_LOW (encoder cut-off frequency at which the
encoder is turned on again).
The encoder limit frequency value must be such that the mechanical encoder
speed limit is not exceeded or else the synchronization from high speeds will be
incorrect.
Gear stage speed
min./max.
Progr. spindle
speed limitations
Encoder cut-off
frequency
10 NC Start-Up with HMI Advanced







































































